


Kumusta sa lahat ng mga mahilig gawang bahay. Sa artikulong ito sasabihin ko sa iyo kung paano gumawa ng isang baluktot na makina gawin mo mismo. Makakatulong ito sa pagtatrabaho sa sheet metal, lalo sa baluktot nito sa isang tiyak na anggulo para sa iba't ibang mga layunin.
Bago magpatuloy na basahin ang artikulo, iminumungkahi ko ang panonood ng isang video na nagpapakita ng buong proseso ng paglikha ng isang baluktot na makina, pati na rin ang pagsubok nito.
Upang makagawa ng isang baluktot na makina gamit ang iyong sariling mga kamay, kakailanganin mo:
* Ang grinder, paggulong gulong at paggiling ng gulong
* Drilling machine, drill bit para sa metal 6 at 10 mm
* Mga baso sa kaligtasan, guwantes, mga earphone
* Welding machine, electrodes
* Welding mask, gaiters
* Roulette, lapis
* 12 mm makapal na metal plate
* Apat na bukal ng mga balbula ng sasakyan
* Shock absorber stand
* Ang brush ng paglilinis ng metal sa gilingan ng anggulo
* Metal lathe, boring at boring tool
* Tapikin ang M12
* Vernier caliper
* Masking tape
* Pinta ng spray
* Kerner
* Dalawang sulok ng metal na may mga istante ng 25 mm
* Mga walang selyong clamp
* Mie M12
* Sulok ng metal na may sukat ng istante 100 mm
* Mga basurang camshaft
Unang hakbang.
Una kailangan mong linisin ang kalawang mula sa isang metal plate na may kapal na 12 mm, ito ay pinaka-maginhawa at mas mabilis na gawin ito gamit ang isang gilingan ng anggulo at isang brush ng paglilinis. Kapag nagtatrabaho sa gilingan ng anggulo, gumamit ng mga baso sa kaligtasan, guwantes at mga earphone.

Hakbang Dalawang
Gamit ang isang caliper, markahan ang mga marking sa plate sa ilalim ng butas, na humakbang ng ilang sentimetro mula sa gilid.

Pagkatapos, eksakto sa gitna, gumawa kami ng isang pangunahing, na magbibigay-daan sa amin upang tumpak na iposisyon ang drill.

Pagkatapos, sa chuck ng drilling machine, nag-clamp kami ng isang drill para sa metal na may diameter na 6 mm at gumawa ng isang butas, at pagkatapos ay ginagawa namin ang pareho, ngunit may isang drill na 10 mm. Sa proseso ng pagbabarena, magdagdag ng langis ng teknikal sa pagputol ng gilid ng drill, kaya magtatagal ito at hindi mag-jam sa bahagi na dapat na drill. Gumagawa kami ng isang katulad na butas mula sa kabilang gilid.

Hakbang Tatlong
Ang pagkakaroon ng lubricated ang pagputol ng gilid ng gripo gamit ang langis ng teknikal, nagsisimula kaming gupitin ang M12 thread sa mga butas na ginawa.

Susunod, gamit ang isang gilingan ng anggulo at isang pagputol ng disc, hindi namin pinagsama ang shock absorber strut upang maalis ang baras dito. Kapag nag-disassembling ng rack, mag-ingat, dahil mayroong isang malaking halaga ng langis sa loob, na maaaring mapailalim sa presyon. Inalis namin ang baras mula sa rack at minarkahan ito nang eksakto sa gitna, para sa mas tumpak na pagmamarka ginagamit namin ang masking tape.

Pagkatapos, gamit ang gilingan ng anggulo, pinutol namin ang baras sa marka sa dalawang magkatulad na bahagi, habang pinuputol namin ng maayos na paikutin ang baras.

Hakbang Apat
Ngayon ay inilalagay namin ang isa sa mga workpieces na ginawa mula sa baras sa three-jaw chuck ng lathe para sa metal at mag-drill kami ng isang maliit na hiwa sa pamamagitan ng pamutol sa isang diameter ng 12 mm.

Pagkatapos nito, gamit ang M12 mamatay, pinutol namin ang thread sa workpiece sa pamamagitan ng mano-manong pag-on ang makina chuck.

Sa pangalawang workpiece mula sa baras, ginagawa namin ang pareho.
Hakbang Limang
Nakita namin ang isang maliit na segment mula sa camshaft ng sasakyan na may isang gilingan ng anggulo.

Pagkatapos ay gilingin namin ang sawn bushings sa isang lathe na may isang boring na pamutol sa nais na diameter.

Sa pagtatapos ng uka, ang mga bushings ay dapat na magsuot sa baras at sa parehong oras ay may isang minimum na clearance para sa libreng paggalaw. Narito posible na gawin nang walang isang makina, kung magagamit ang isang pipe ng angkop na diameter.
Hakbang Anim
Mula sa ika-100 sulok, na kung saan kami ay naka-fasten sa workbench na may mga mabilis na clamping clamp, pinutol namin ang workpiece na may haba na 445 mm at isang lapad na 80 mm gamit ang mga anggulo ng mga anggulo.

Susunod, giling namin ang isa sa mga gilid sa isang anggulo ng 45 degree sa pamamagitan ng pag-install ng isang paggiling gulong sa gilingan ng anggulo.
Ikapitong hakbang.
Ang lahat ng mga sangkap para sa pag-iipon ng isang tool na gawang bahay ay handa na.

Itinatabi namin ang mga sinulid na pamalo sa isang metal plate at itinapon ang dalawang balbula ng balbula sa bawat isa.

Upang palakasin ang buong istraktura, ang ika-25 na sulok ay magkasama na welded gamit ang isang welding machine. Kapag nagtatrabaho sa machine ng welding, mag-ingat na magsuot ng mask ng welding at gaiters.

Susunod, ang mga sulok ay welded sa base. Sinunggaban namin ang workpiece na may matulis na gilid sa 45 degrees sa bushings, pagkatapos ay sa wakas ay hinangin ang mga kasukasuan, hinangin din ang isang metal singsing sa ilalim ng pindutin sa tuktok ng workpiece na ito.

Matapos ang welding, alisin ang slag mula sa mga seams at pintura kabit gamit ang isang spray na may pinturang martilyo, pinoprotektahan ang mga stock na may papel, dahil hindi nila kailangang ipinta.
Hakbang Walong.
Ang bending machine ay ganap na handa, oras na upang simulan ang pagsubok.
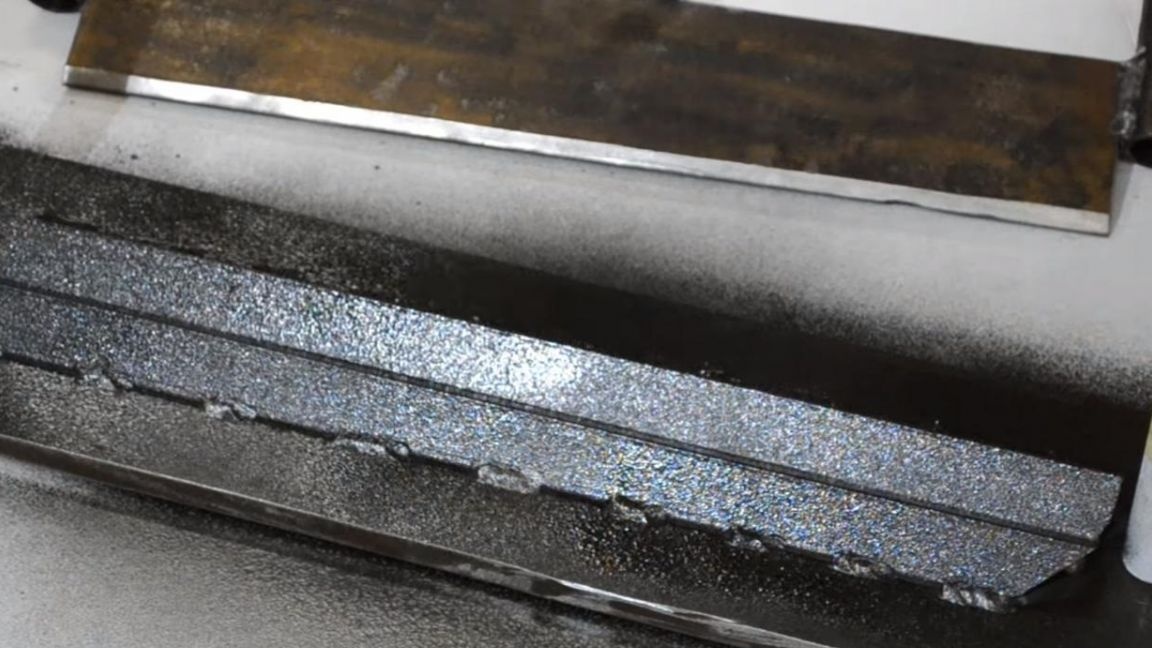
Inilalagay namin ang aparatong ito sa isang hydraulic press. Kumuha kami ng isang guhit na bakal na 2 mm na makapal at may isang pindutin na nagsisimula kaming ibababa ang palipat-lipat na bahagi ng baluktot na makina, kung saan ang metal sheet ay baluktot sa kinakailangang anggulo, ang maximum na anggulo sa kasong ito ay 90 degrees.


Namin suriin na may 3 mm makapal na hindi kinakalawang na asero, kinaya din ng aparato ang gawaing ito nang walang anumang mga problema.

Iyon lamang ang para sa akin, ang baluktot na makina na ito, kasama ang mabuting imahinasyon, ay magbibigay-daan sa iyo upang makagawa ng maraming kawili-wili at kapaki-pakinabang na mga produktong homemade.
Salamat sa lahat para sa iyong pansin at tagumpay ng malikhaing.