

Mga tool at makinaginamit ng may-akda.
- Lathe
- Makinang pagbabarena
- Welding machine
- Bulgarian, distornilyador, nakita ng miter
- Maliit na tool - drills, martilyo, lerka, taps, atbp.
- Pag-spray ng pintura.
Mga Materyales
- Steel plate 120 ang lapad at 16 mm makapal
- Channel ng bakal, bilog na kahoy
- Bakal na sheet
- Ang pipe ng bakal.

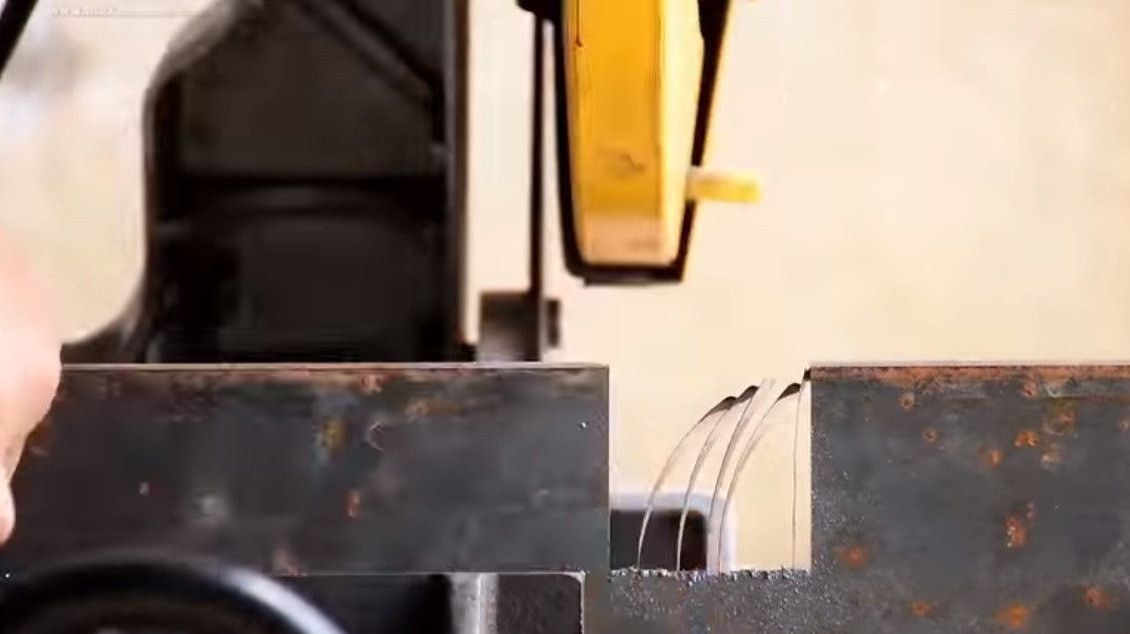
Kaya, ang may-akda ay may dalawang malalaking plate na metal. Sa paggawa ng mabibigat na mga bisyo sa tungkulin, nagpasya ang master na gamitin ang mga plato na ito, na dati ay nagbago ang kanilang hugis. Ang bawat plato ay may lapad na 120 cm at isang kapal ng 16 mm. Mga kutsilyo ang nais na laki, gumagawa ng isang hugis-parihaba na pagpipilian sa plato na may lagari ng mitsa.


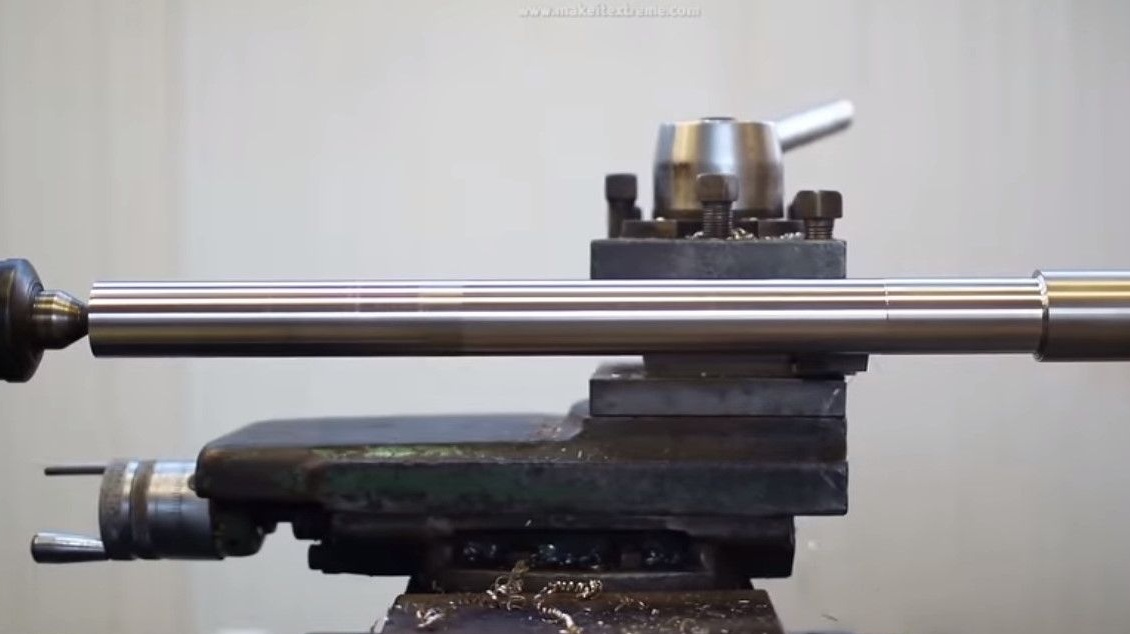
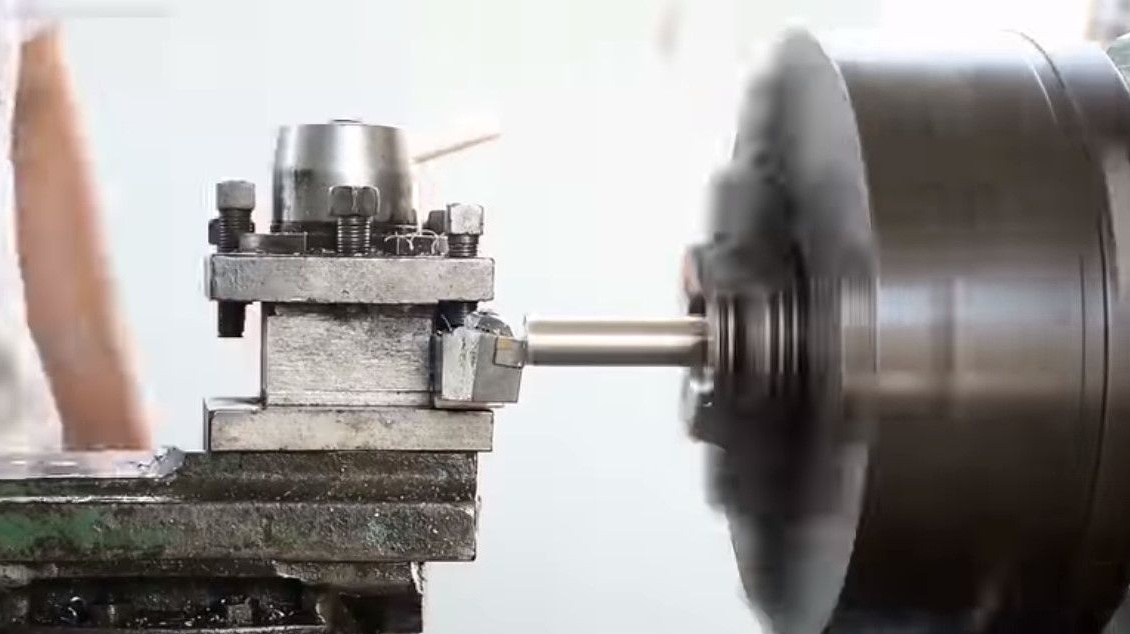
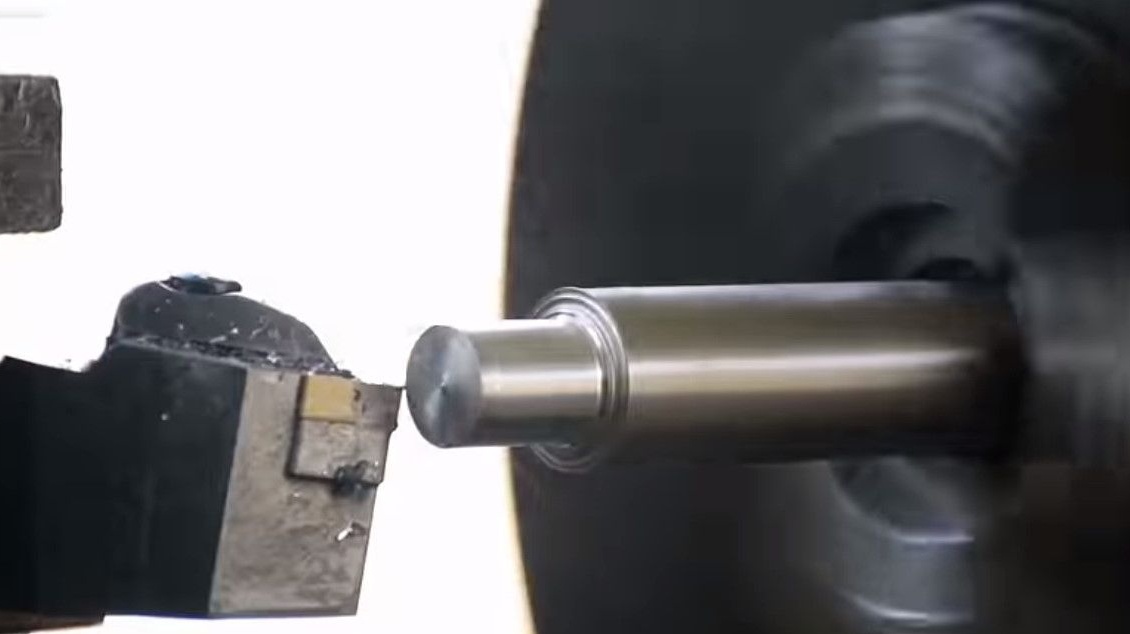
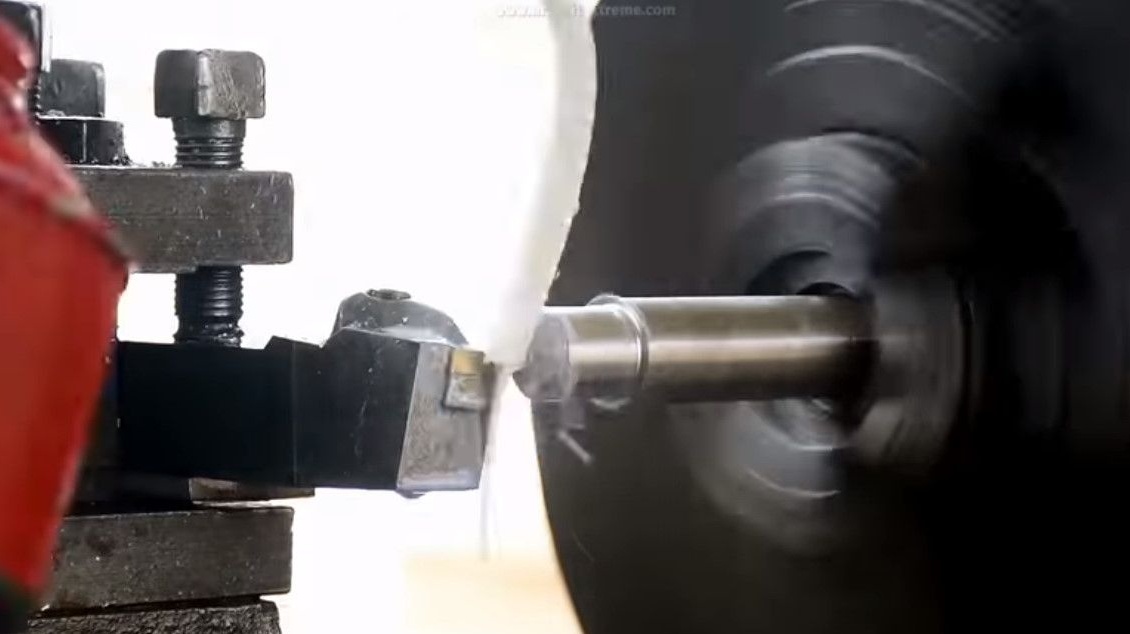
Pagkatapos, sa isang pagkahilo, pinoproseso nito ang isang bakal na pag-log ng bakal, gumawa ng isang lead screw.


Pinutol ng tornilyo ang thread.


At hahawakan ng spindle ang pinalawig na nut.


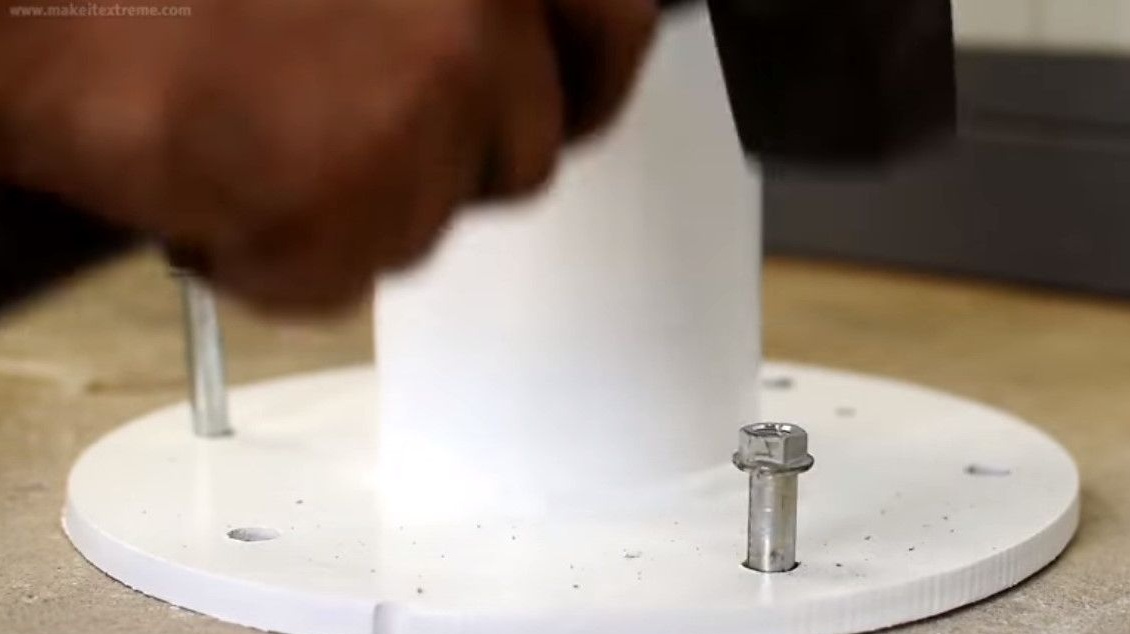
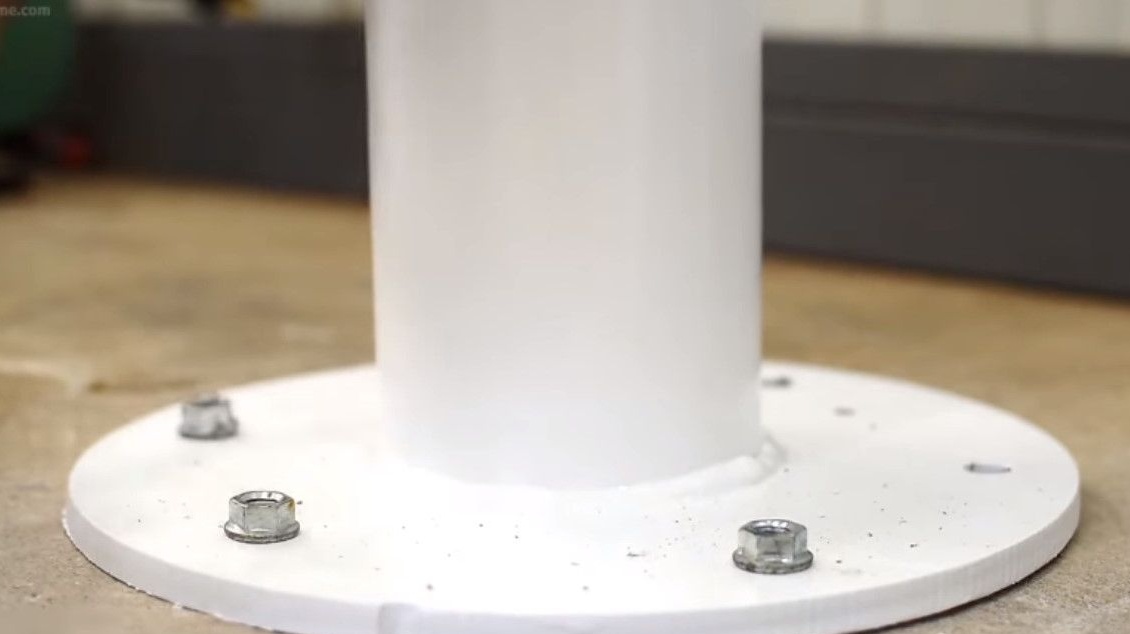
Bilang isang vise base plate, ginamit ng may-akda ang isang metal na bilog na 10 mm na makapal at 30 cm ang lapad.

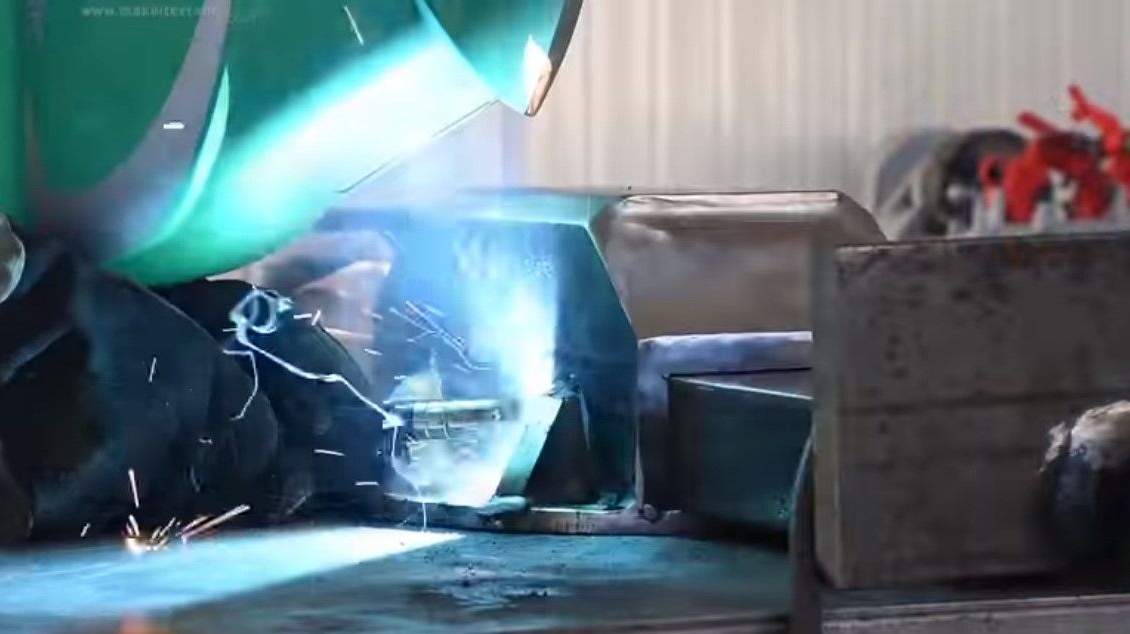
Welds ang nut sa base plate.


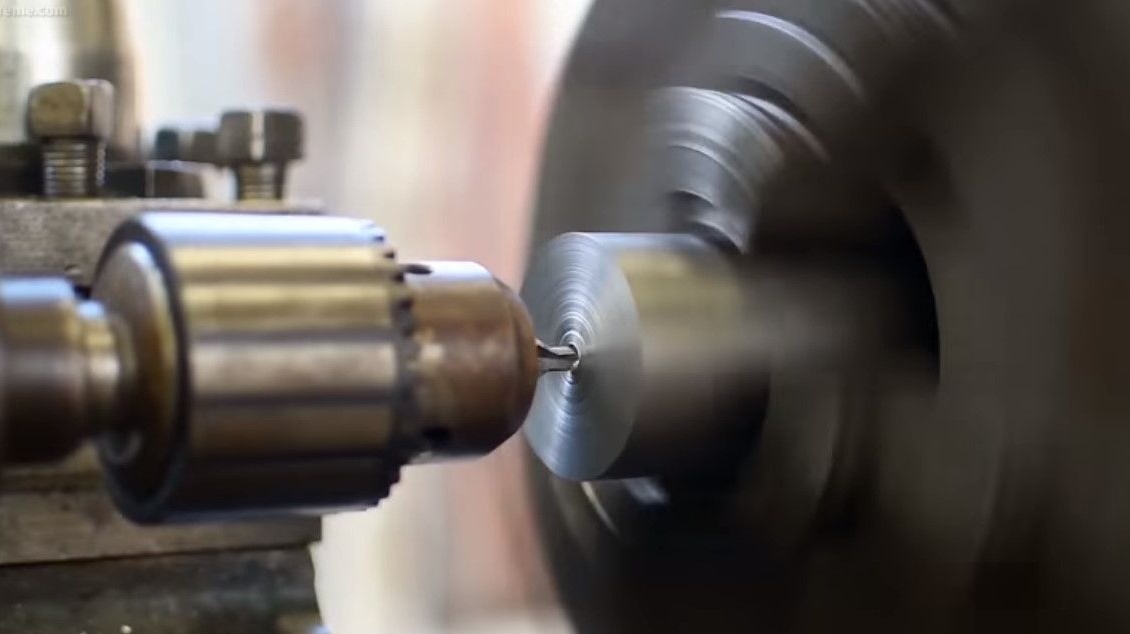
Gumagawa ng isang salungat na bundok ng baras, kapag lumiliko, lumilipat mula sa isang maliit na diameter, na-verify sa isang malaki. Pinutol nito ang panloob na thread.





Pinipilit ang isang tindig dito.



Pagkatapos, sa pamamagitan ng hinang, sumali siya ng ilang mga piraso ng isang metal plate at channel, nabuo ang isang matibay na batayan ng mga hinaharap na bisyo sa isang hugis-parihaba na butas sa gitna, kung saan dapat lumipat ang mga gumagalaw na elemento ng vise.







Patuloy na bumubuo ng base, para sa sanggunian, sinusubukan ang lumang anvil.




Ang pagkakaroon ng nabuo ang mga panig, pinapatibay ang disenyo na may isang hanay ng mga bakal na plate.



Pakuluan nang mabuti ang lahat ng mga seams.



Nililinis ang mga seams at gilid.



Nag-install ng nalilipat na bahagi sa base.




Sa tulong ng mga maliliit na sulok ng metal, pinatitibay ang istraktura ng isang beses pa, na hinangin ang mga ito sa pagitan ng mga gilid at base plate.



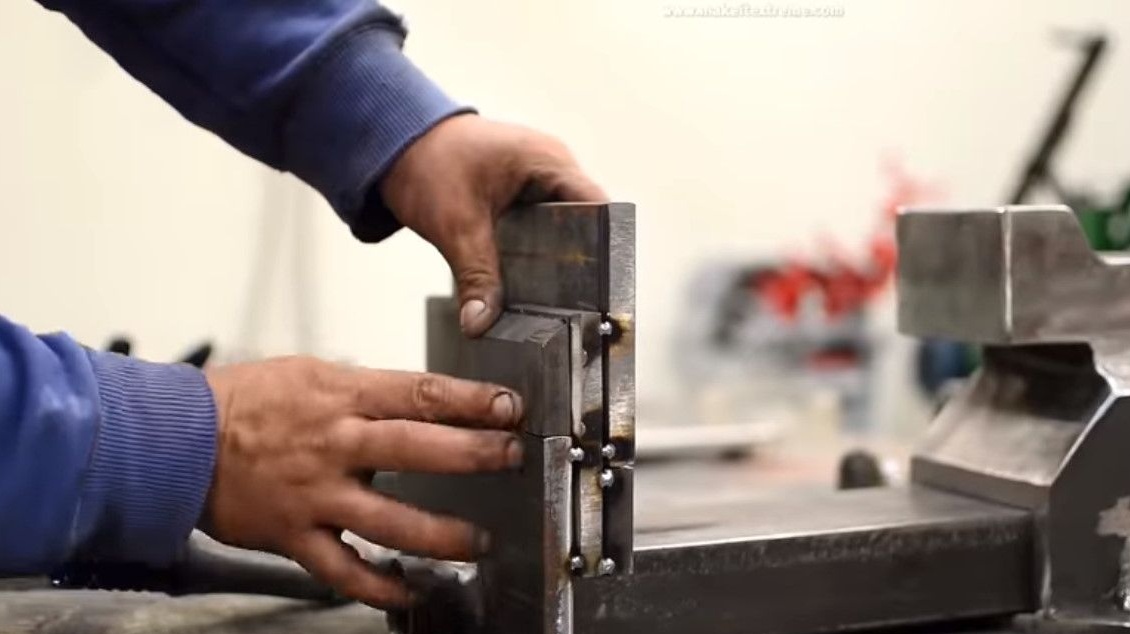
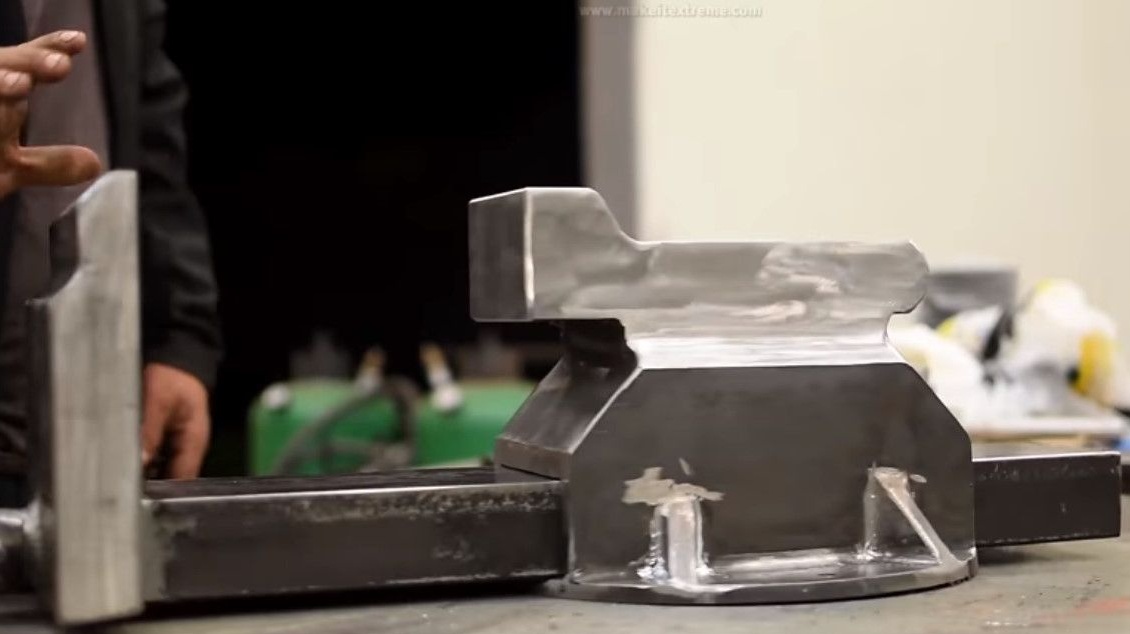
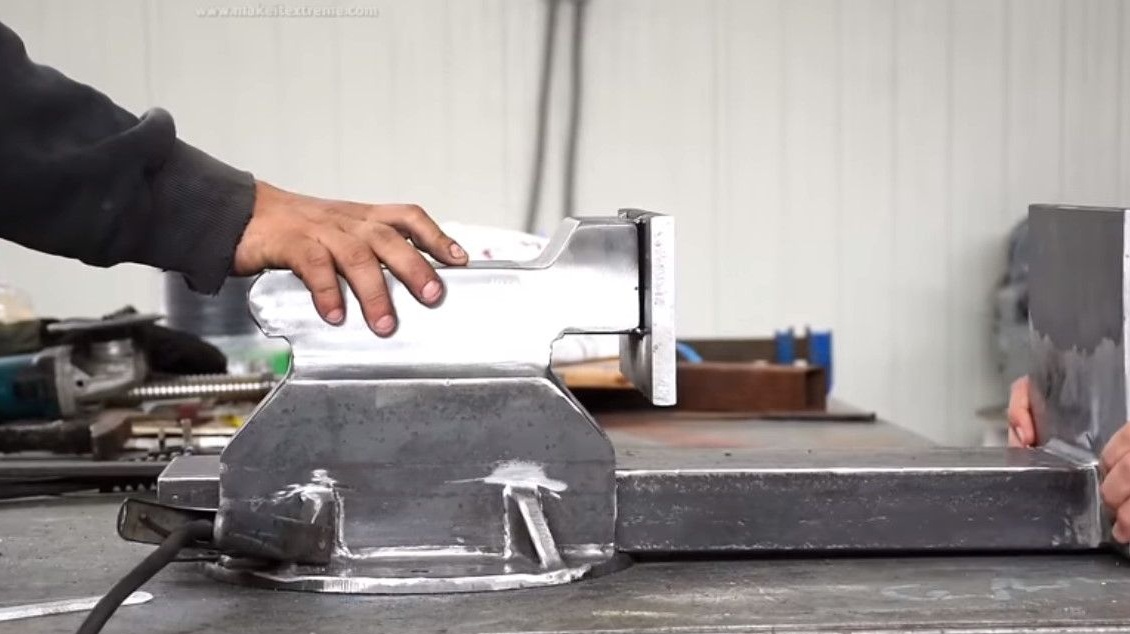
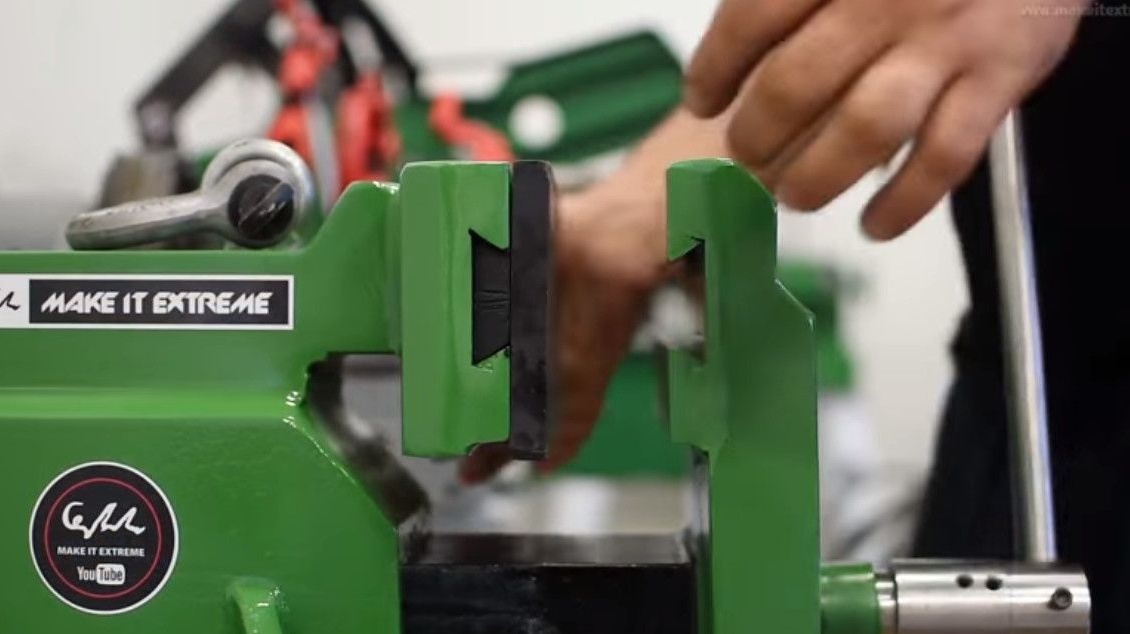
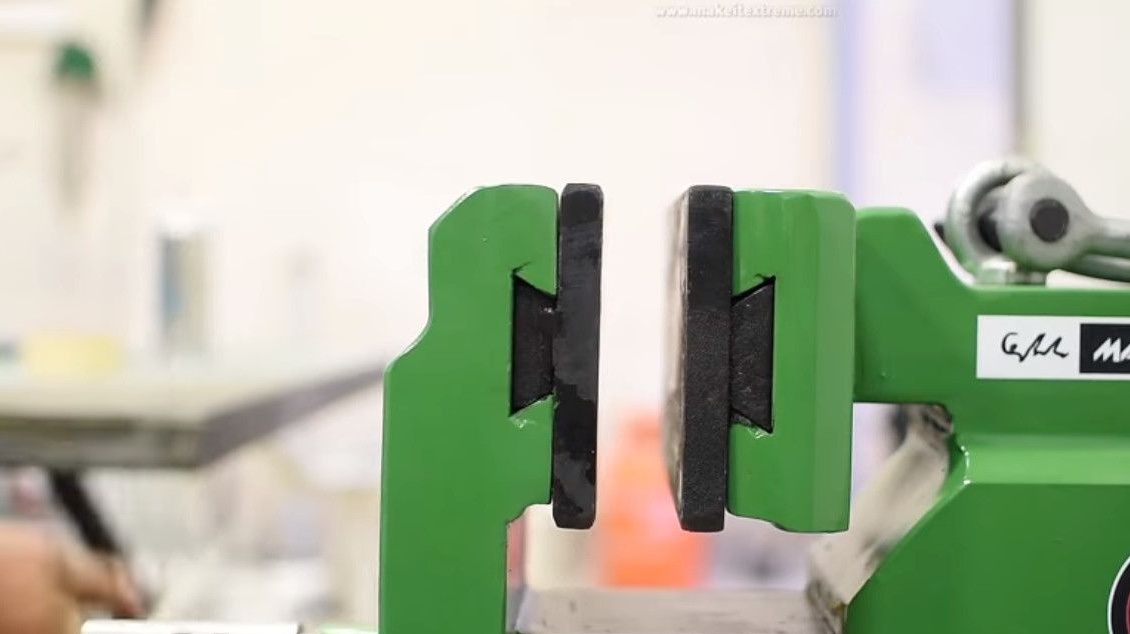
Pagkatapos ito ay bumubuo ng isang nakapirming espongha ng isang bisyo. Sa harap nito, nakasisilaw na bahagi, nag-iiwan ang may-akda ng isang uka kung saan maaaring maipasok ang mapagpalit na mga linings ng iba't ibang mga hugis.Kaya, ang master ay may maraming mga pagpipilian para sa pagpapatakbo ng aparato, depende sa layunin kung saan gagamitin niya ang tool na ito - para sa pagpapatawad, pagpuputol, pag-riveting o mga baluktot na mga workpieces, at depende din sa anyo ng mga materyales na kailangang gumana ng master.









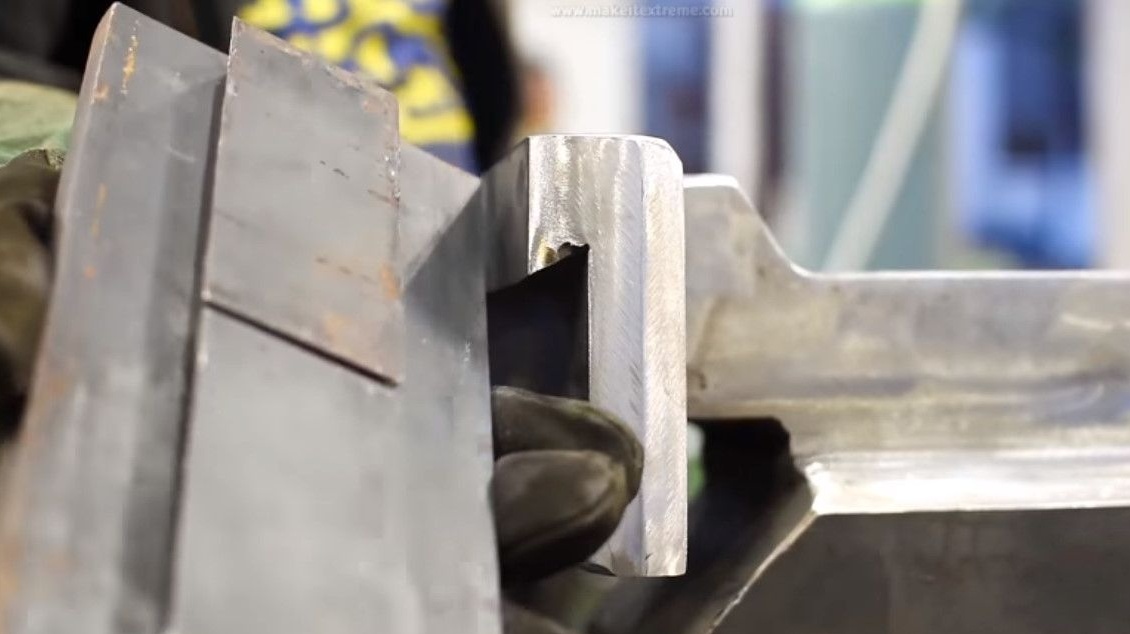
Gayundin, sa maililipat na bahagi ng vise, lumikha ang may-akda ng isa pang may-hawak (espongha) na matatagpuan nang eksakto sa parehong taas at lapad bilang ang nakapirming panga ng vise. Bilang isang resulta, kapag ang nalilipat na punasan ng espongha ay magsara sa naayos na, ang bagay na matatagpuan sa pagitan ng mga panga ay mahigpit na naayos sa pagitan nila. Ang inililipat na bahagi ng tool ay inilipat sa loob ng lukab na matatagpuan sa gitna ng nakapirming bahagi ng vise, ito ay inilipat gamit ang isang tornilyo. Ang bentahe ng paggamit ng pamamaraang ito ng clamping ay nagbibigay ng isang napakaliit na porsyento ng mga pagtanggi dahil sa mas malawak na puwersa ng clamping ng mga workpieces. Pinapayagan ka nitong maproseso ang mga ito sa kawastuhan ng milimetro.










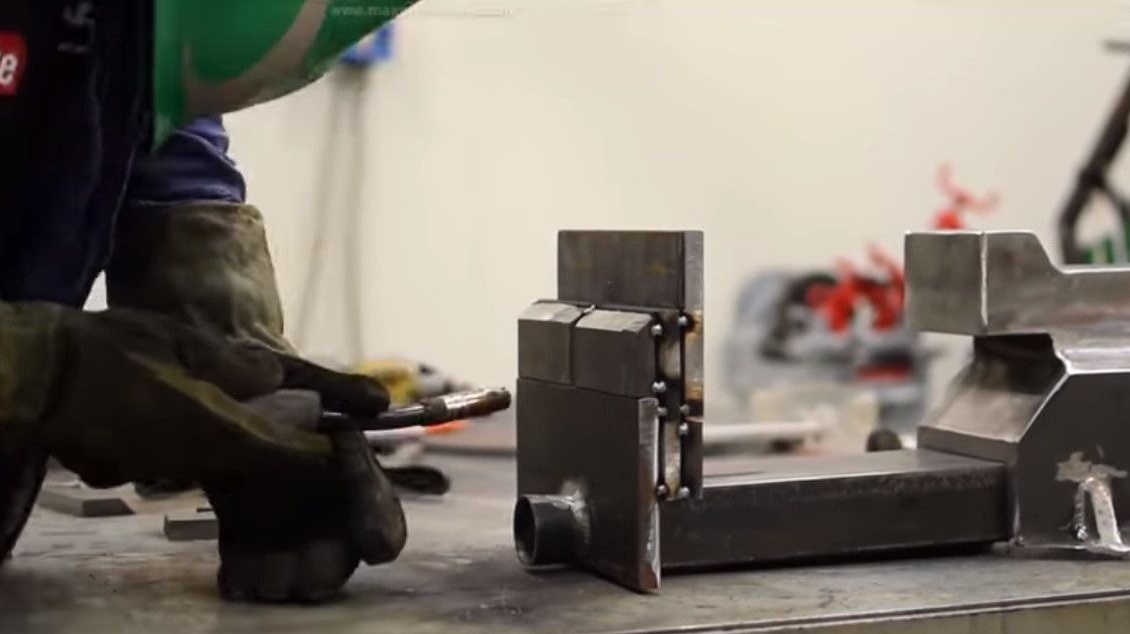
Patuloy na palawakin ang may-hawak ng panga maaaring ilipat, pagdaragdag ng higit pa at higit pang mga plate.

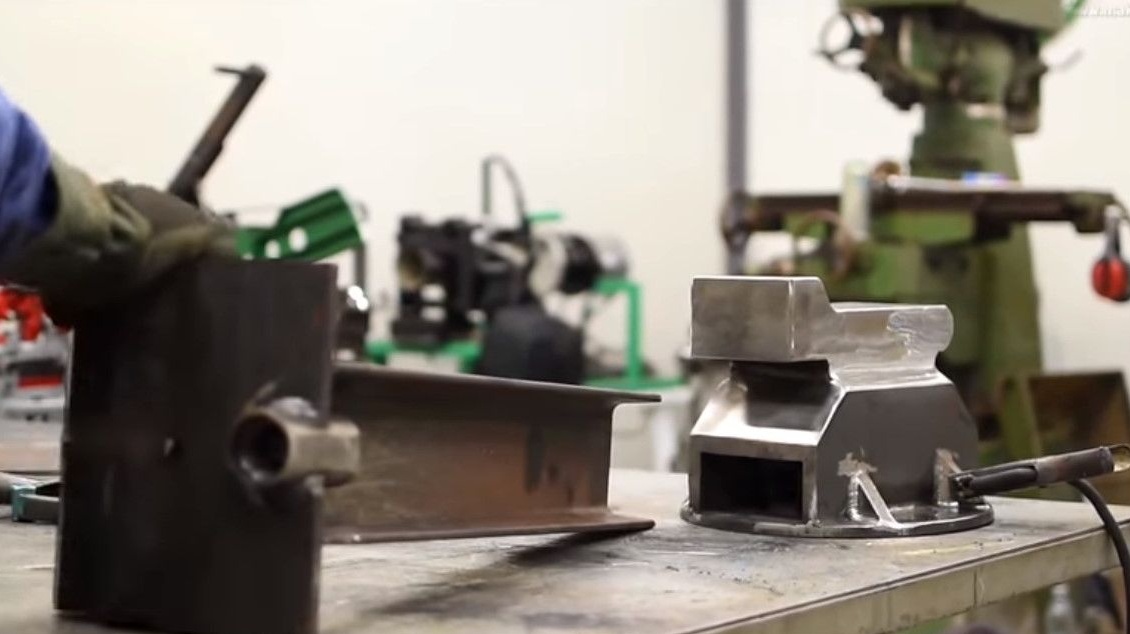

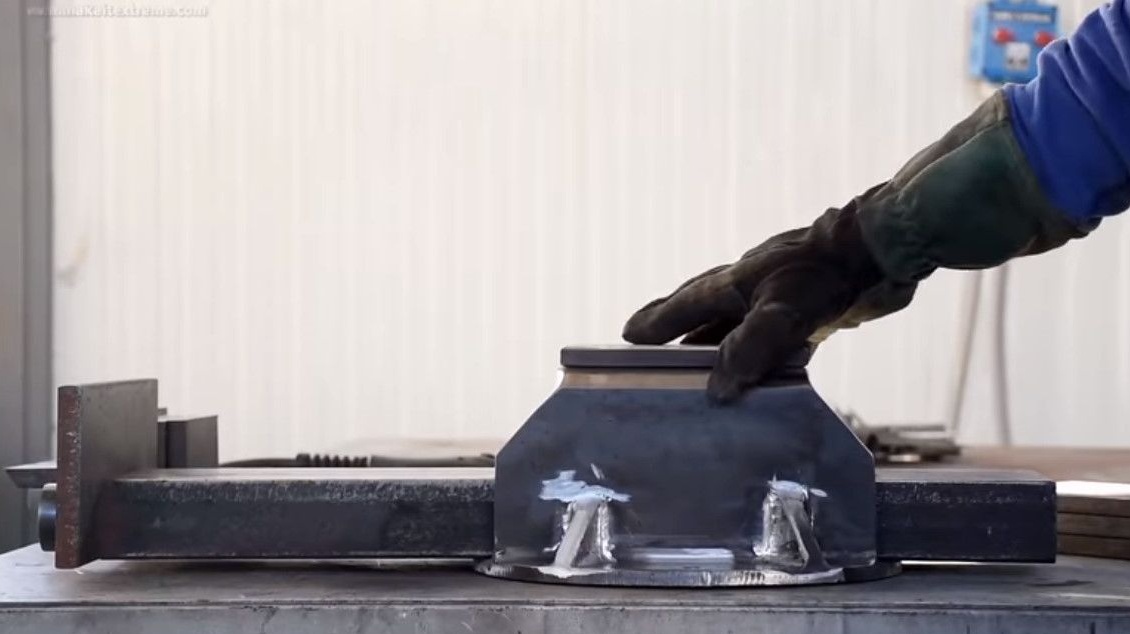
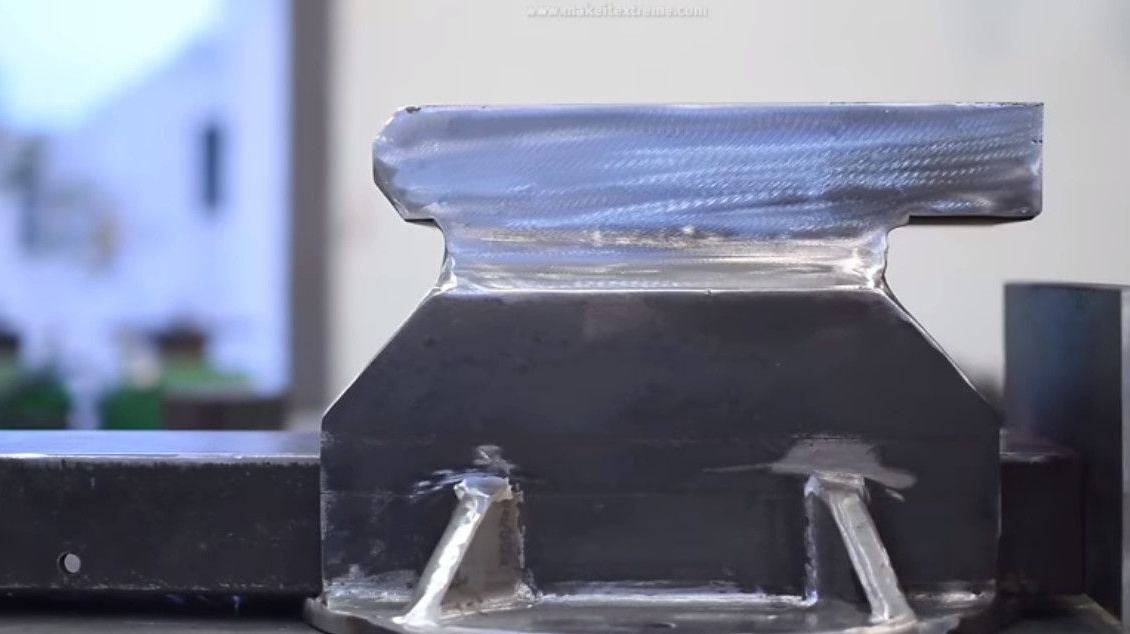
Pagkatapos ng pagtanggal, nakuha ng vise ang mga balangkas na pamilyar sa lahat.



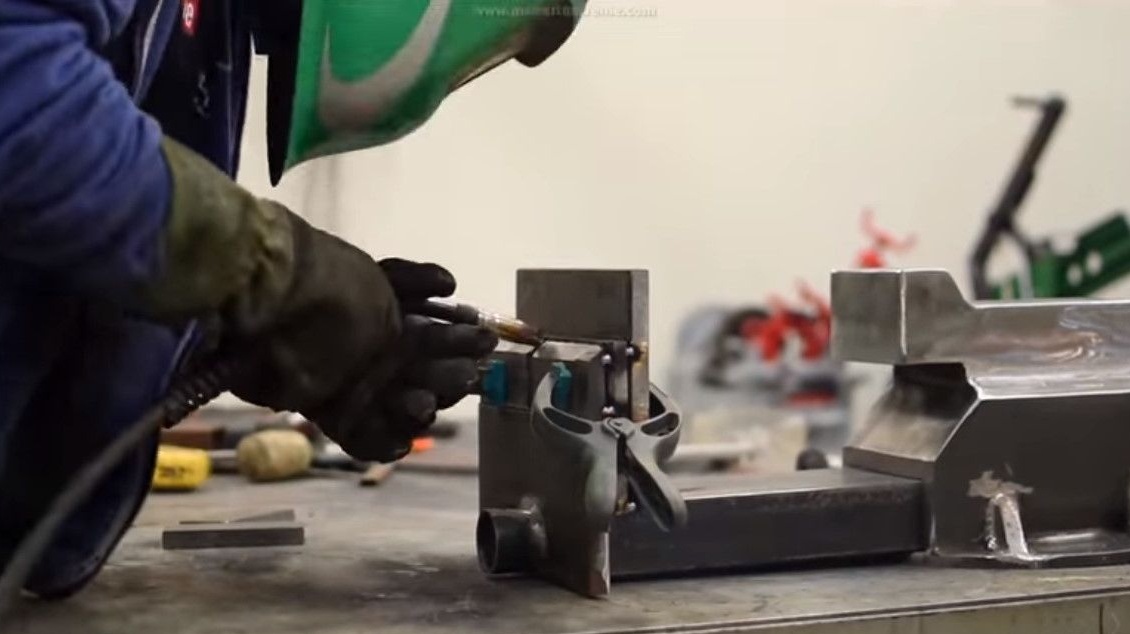
Ang mga welding ng isa pang bahagi ng isang hindi gumagalaw na diin.

Nagsisimula upang makagawa ng naaalis na pulang sponges. Ang bundok ay nasa anyo ng isang "dovetail"





Nagtatakda ng sponges.


Nag-drills ng isang maliit na butas para sa pag-aayos ng tornilyo, nag-tap sa thread. Ang mga screw sa isang bolt.







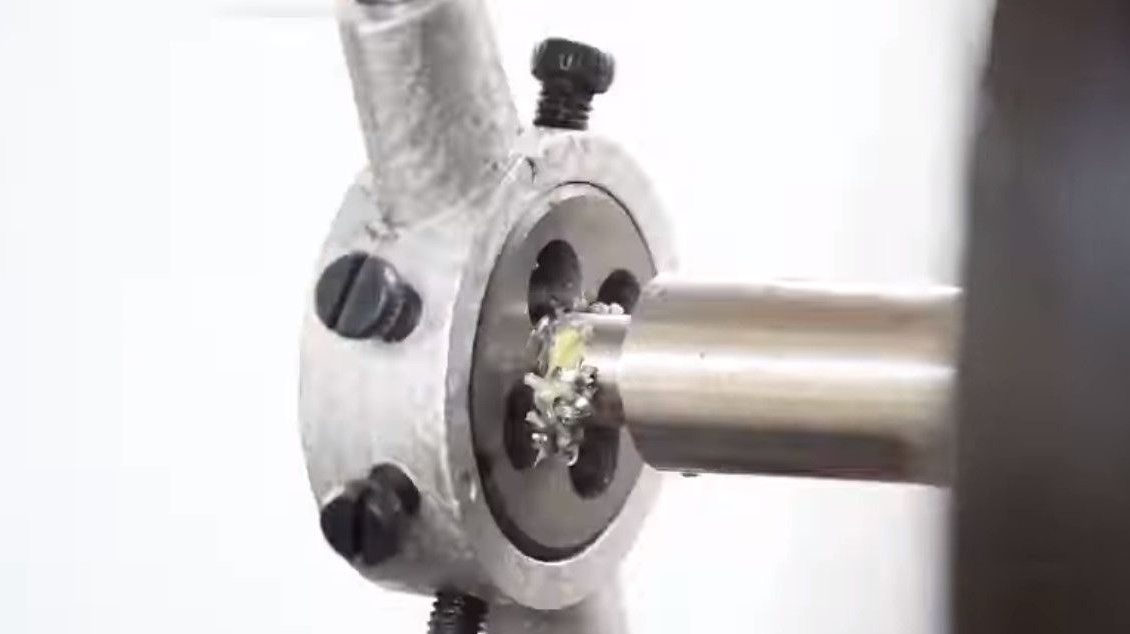
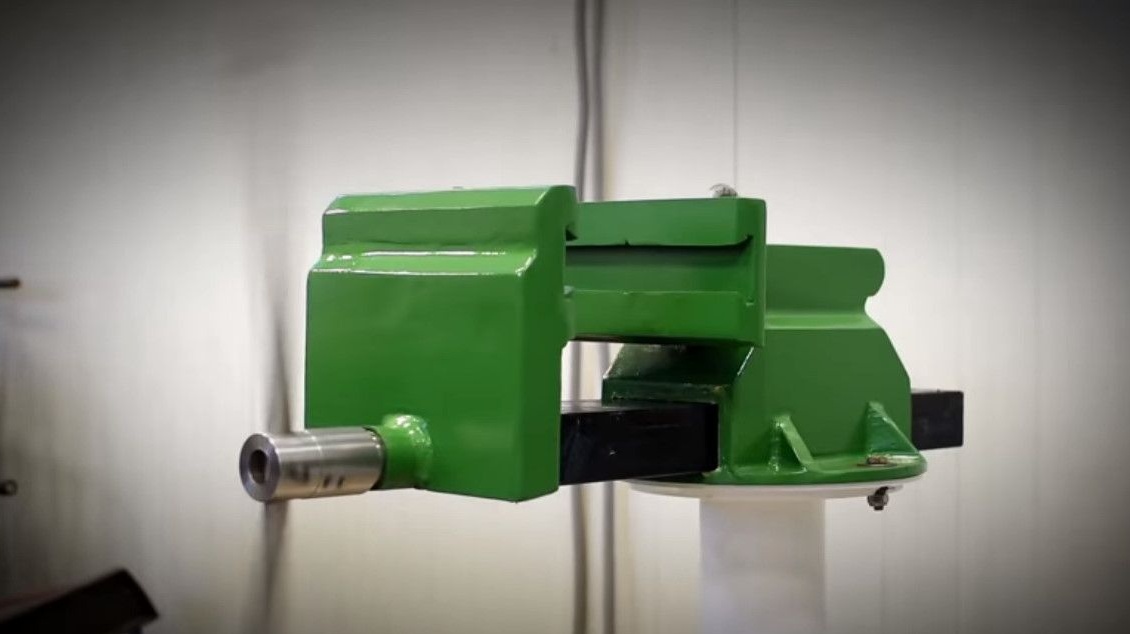
Jammed shaft na may adaptor na manggas.







Sinusubukan niya ang isang hawakan mula sa isang bilog na log, pinutol ito sa isang thread para sa lock sa isang tabi.






Pagkatapos, pag-on ang workpiece, inuulit sa iba pa, i-wind ang latch. Ipasok ang hawakan sa pagkabit, pinilipit ang pangalawang salansan.






Ang pagkakaroon ng paghahanda ng isang butas sa nakapirming bahagi, ay gumagawa ng isang bundok para sa pag-angat ng vise.




Itinaas ang vise gamit ang isang winch at tinitimbang. Ito ay naka-92.7 Kg.



Kulayan nito ang tapos na produkto gamit ang spray pintura.




Habang ang pintura ay nagpatuyo, gumagawa ito ng isang rack mula sa mga bilog na bakal at tubo.




Itapat ito sa sahig na may mga angkla.
Tinitipon ang buong istraktura.

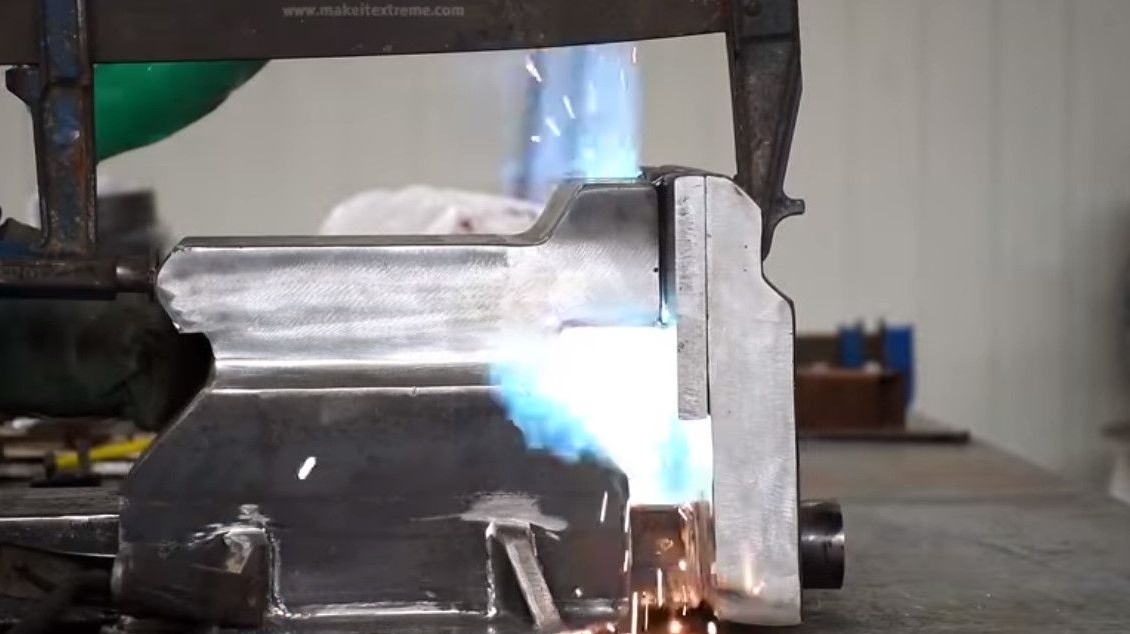
Ang huling hakbang ay nagpapatigas sa naaalis na mga panga. Ang temperatura ng pinainit na muffle furnace ay 752 degree.






Matapos mapainit ang sponges, pinapalamig ito sa langis.









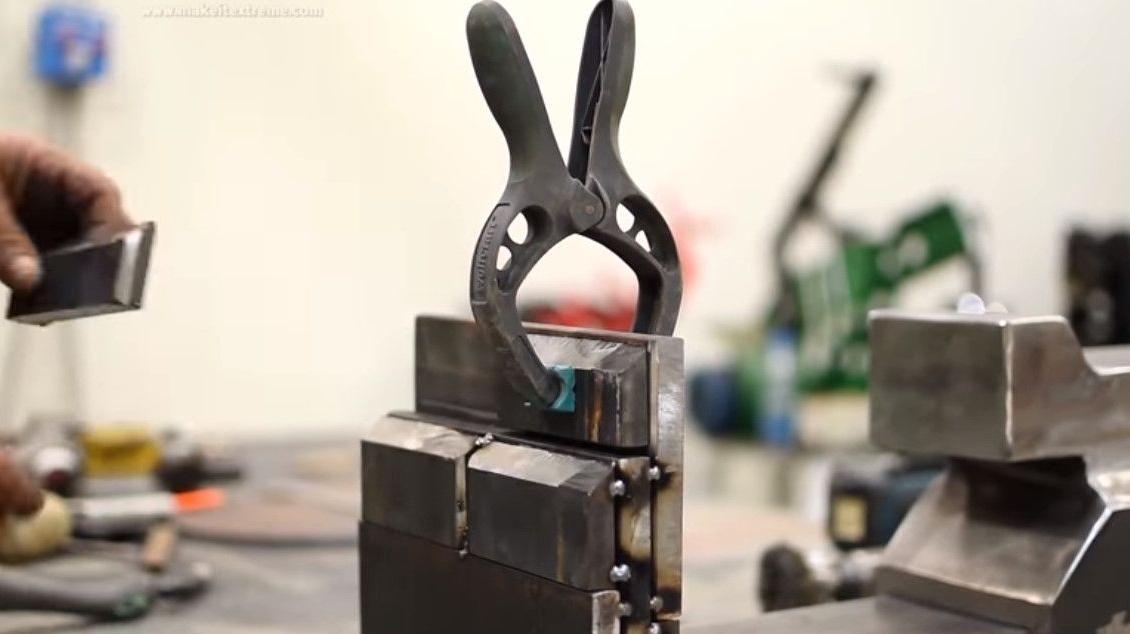
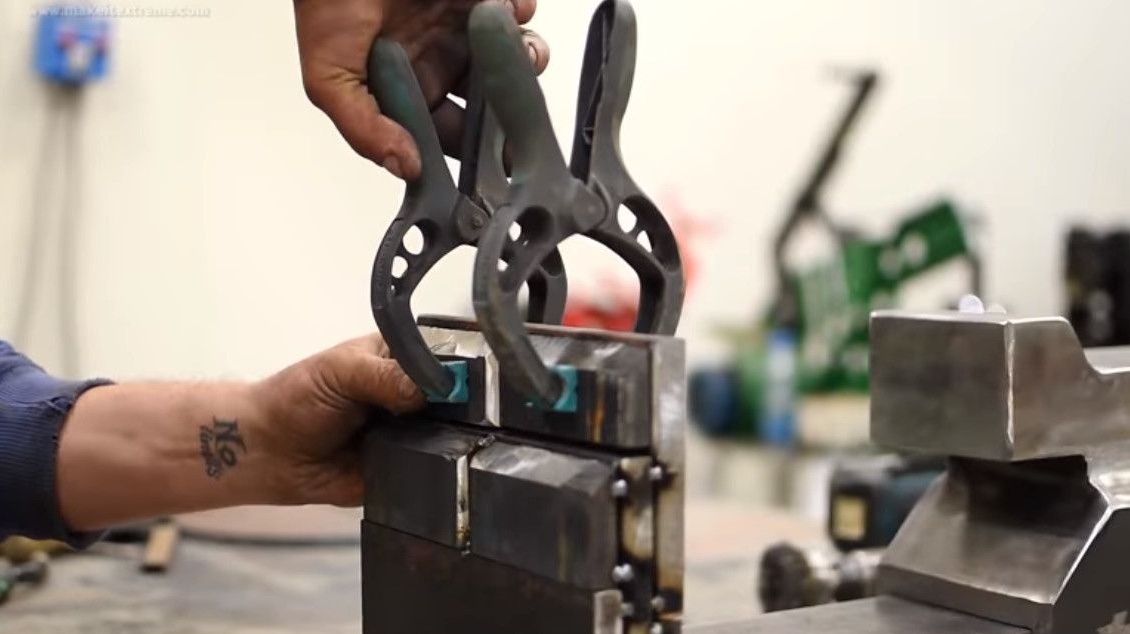
Itinatakda ang lahat sa lugar nito, mai-clamp ang mga labi na may mga clamp.

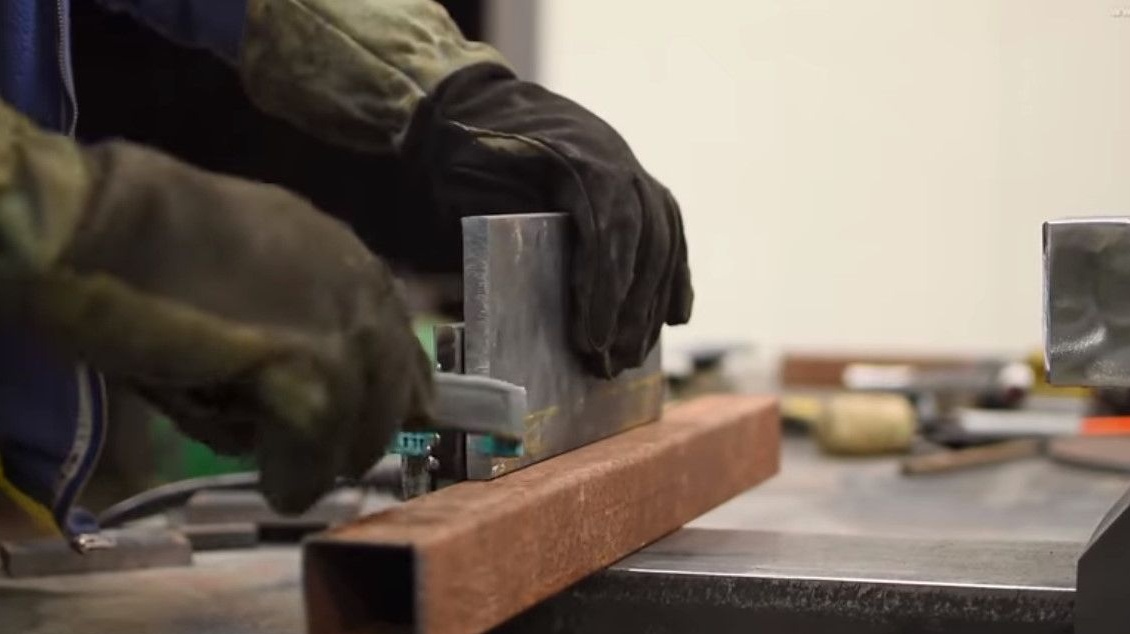
Handa na ang lahat, nang maayos ang hawakan. I-clamp ang channel sa isang vise.




Iyon ay kung paano maaasahan ito.

Ang may sinulid na axis (screw clamp), na ginawa ng may-akda sa isang lathe, ay gawa sa hindi kinakalawang na asero upang maiwasan ang kalawang at mabilis na pagsusuot ng kapaki-pakinabang na bahagi na ito ng bisyo. Kaya, kapag ang clamp ng tornilyo ay umiikot sa kanan, ang palipat-lipat na bahagi ng vise ay gumagalaw nang mas malapit sa kanilang nakapirming bahagi at kabaligtaran, kapag umiikot sa kaliwa, ang parehong mga bahagi ay nag-iiba.
Sa huli, upang makamit ang sapat na puwersa ng clamping, gumawa ang may-akda ng isang malaking pingga, na makabuluhang nadagdagan ang lakas ng lead screw. Kasabay nito, ang lakas ng pag-aayos ng mga bagay na nakapaloob sa isang bisyo ay nadagdagan nang naaayon. Ang kabuuang bigat ng bisyo ay 92.7 kg.
Salamat sa may-akda para sa mahusay na pagganap ng isang maaasahang tool!
Good luck sa lahat!