
Ang artikulong ito ay magiging kawili-wili sa lahat na nagtatrabaho sa isang pagbabarena o paggiling machine, kapwa may isang movable table at wala ito. Sa loob nito, sasabihin sa iyo ng may-akda ng channel ng YouTube na "TheDacchio" kung paano gumawa kabit para sa trabaho sa pagbabarena o paggiling machine. Ito ay isang hilig na bisyo na magpapahintulot sa iyo na iproseso ang bahagi sa tamang anggulo. Kung ito ay ang proseso ng mga butas ng pagbabarena, o paggiling ng mga dulo ng mga bahagi.
Mga Materyales
- Mga tubo ng profile ng bakal
- bakal na bakal
- Bakal ng bar
- Stud M10
- Bolts, nuts, tagapaghugas ng pinggan
- Pinahabang nut M10
- Nuts
- spray na pampadulas-pampadulas.
Mga tool ginamit ng may-akda.
- Awtomatikong welding machine
- Band Saw
- Vise
- Bulgarian na may isang petal stripping disk
- tapikin
- Makinang pagbabarena
- Paglipat ng mesa ng milling machine
- Mga clamp, anggulo, panukalang tape, vernier caliper, marker.
Proseso ng paggawa.
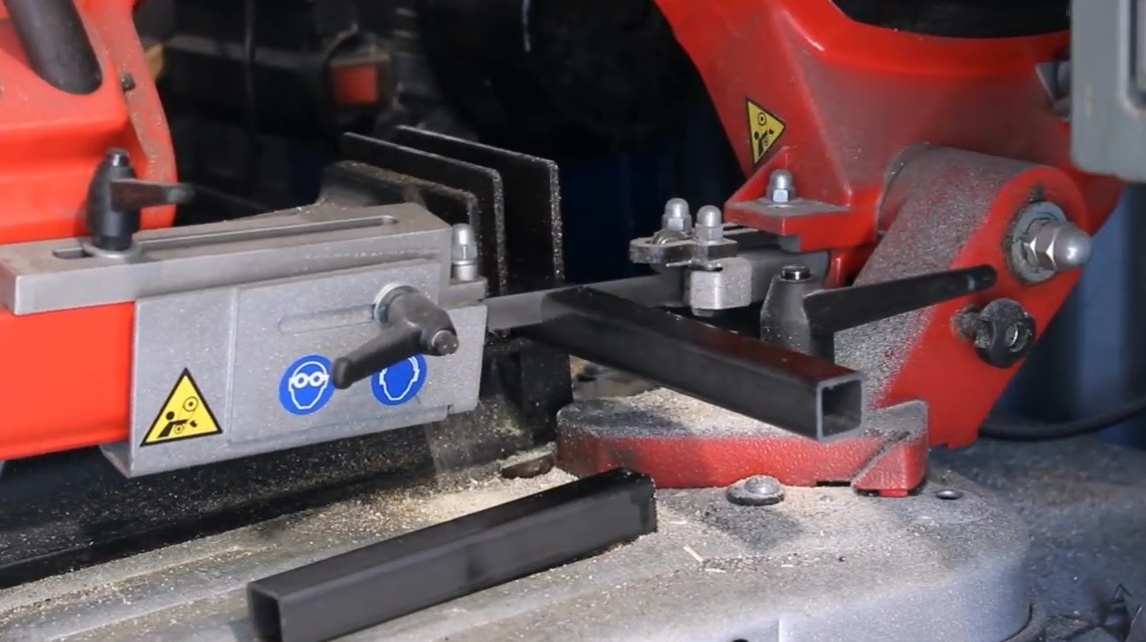
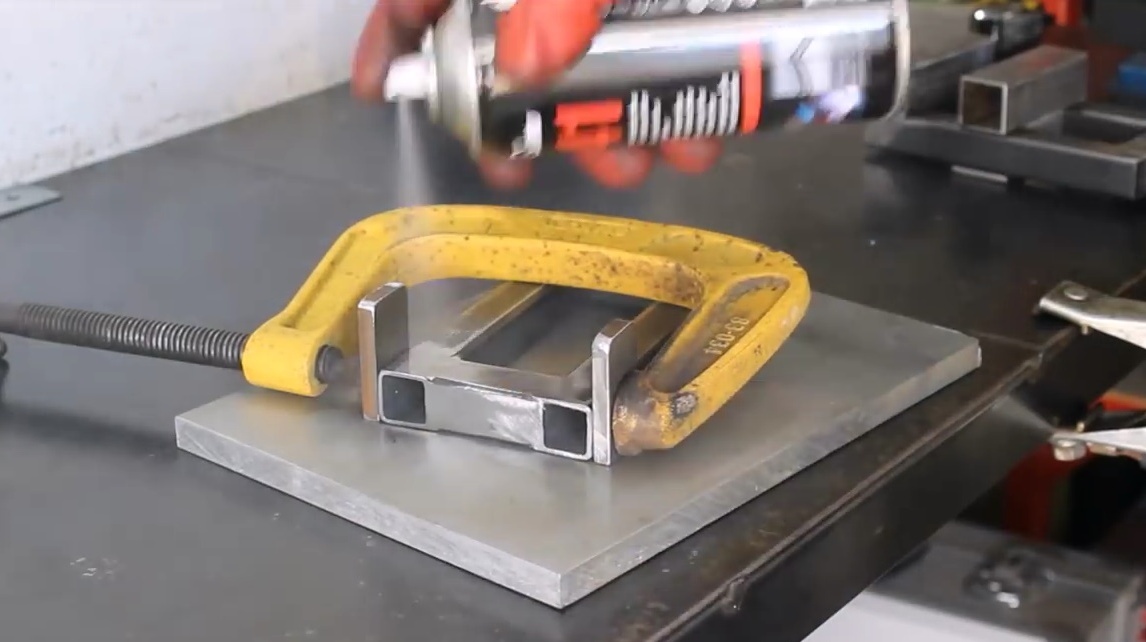
Una sa lahat, ang may-akda, pagkakaroon ng lubricated isang workpiece mula sa isang pipe ng profile, pinuputol ito sa mga bahagi ng tamang sukat gamit ang isang saw sa band. Maaari itong gawin sa lagari ng miter, at isang gilingan lamang.

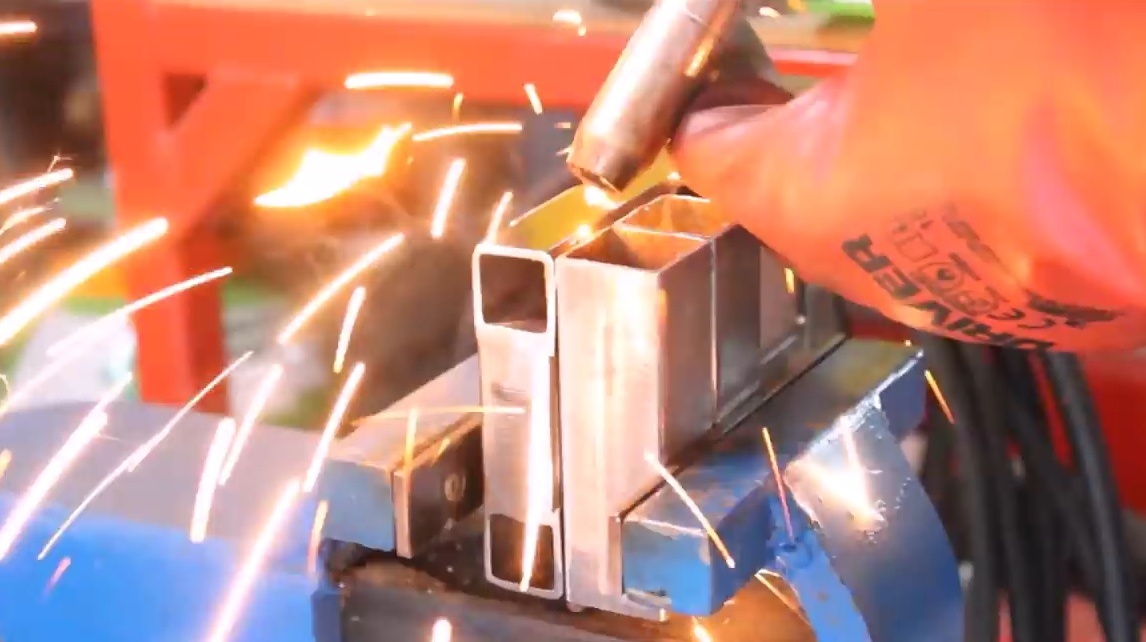
Pagkatapos ay pinagsama nito ang istraktura ng base ng vise base at sakupin ito sa pamamagitan ng hinang sa ilang mga puntos.

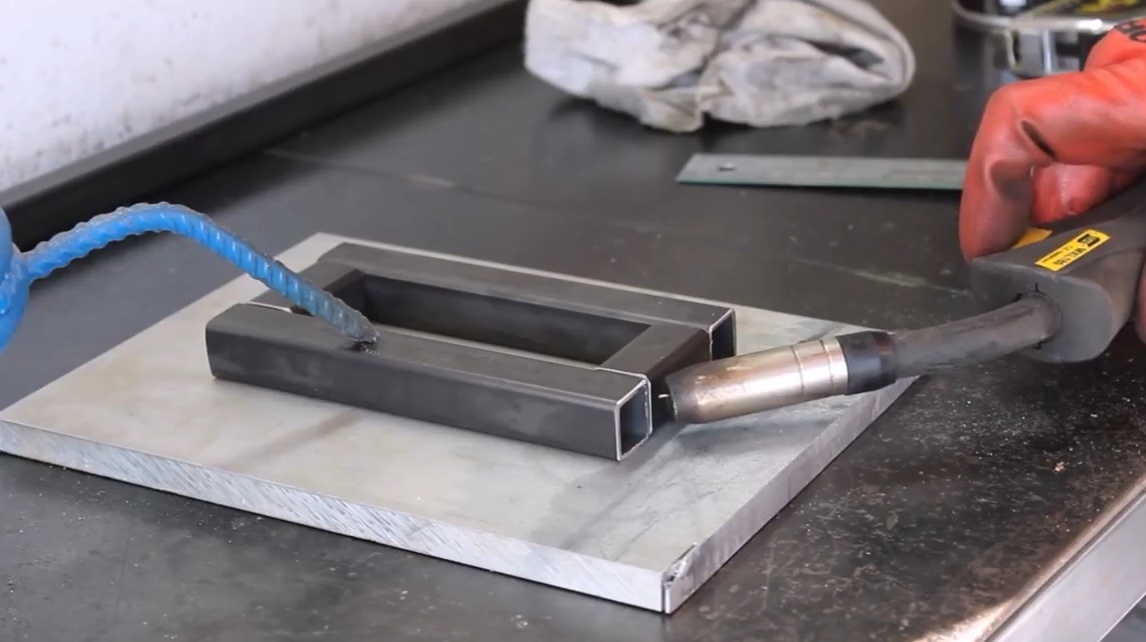
Mula sa katotohanan na ang hinang ang may-akda na may pamumulaklak ng argon - kung minsan ang usok ay nagmula sa profile pipe. Sinusuri ang geometry ng workpiece gamit ang isang sulok.


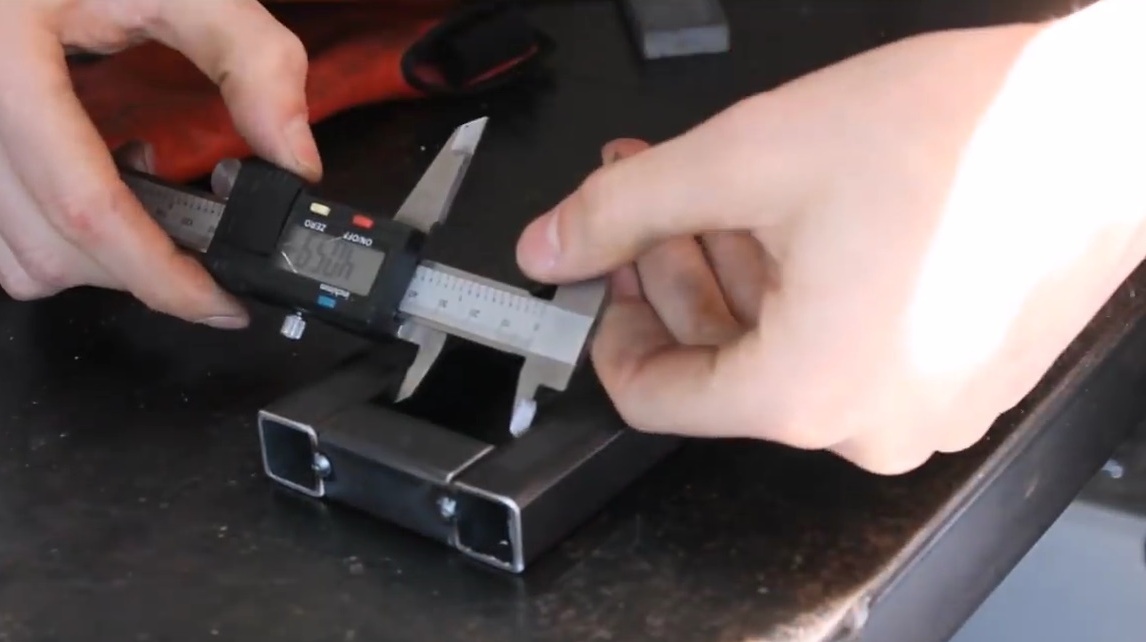
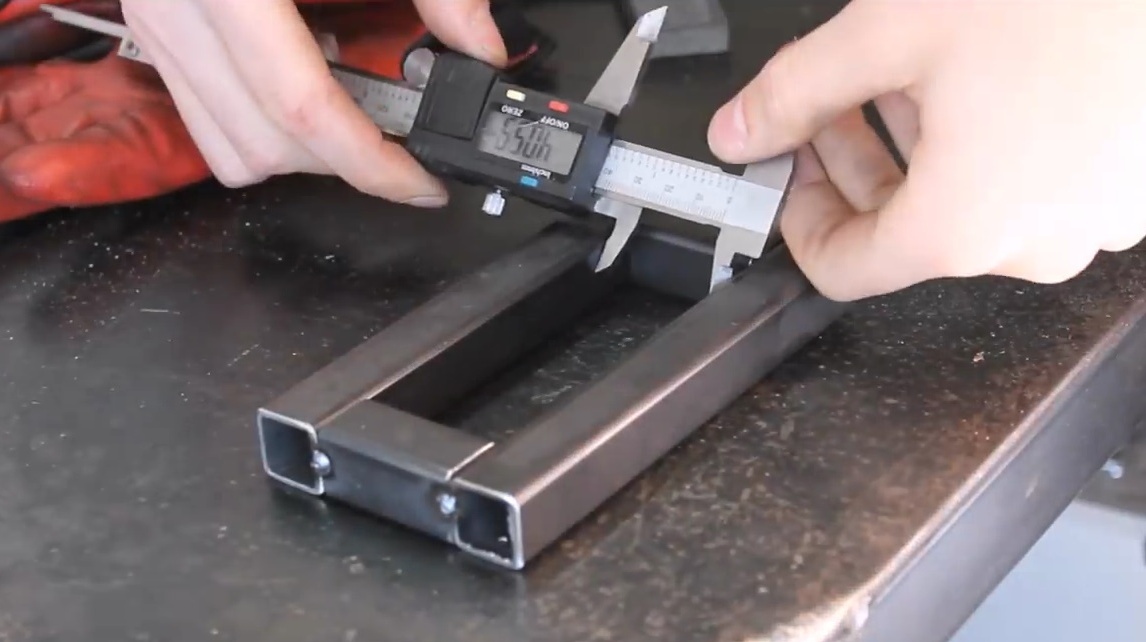
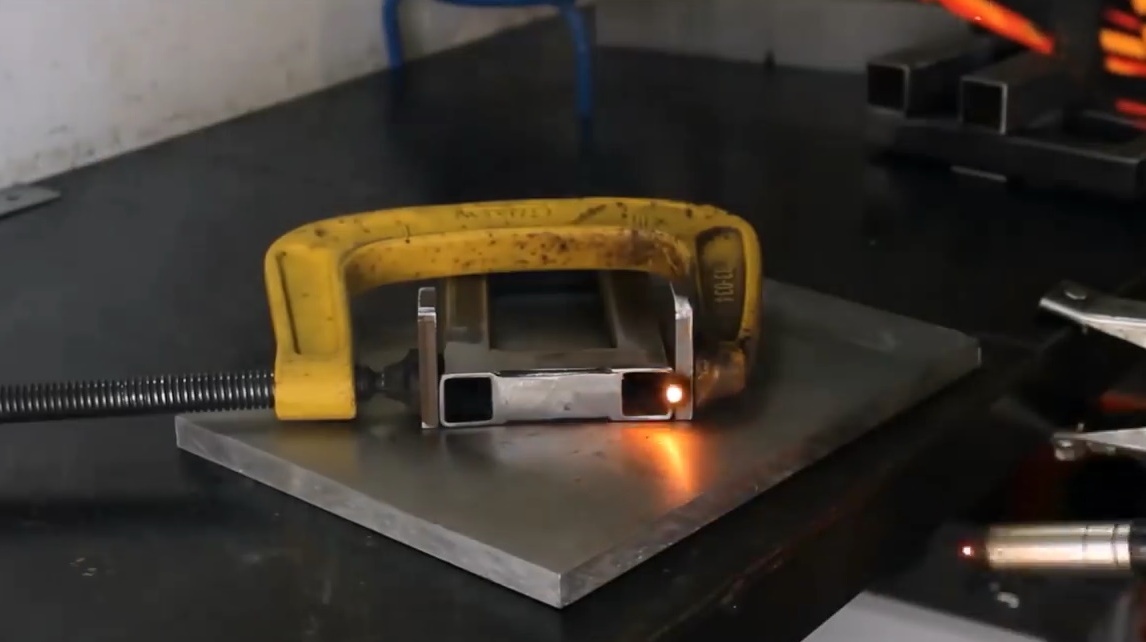
Pagkatapos ay sinusukat nito ang panloob na distansya gamit ang isang caliper, at pinakuluan ang mga seams.


Karagdagan, gamit ang flap disc at gilingan, nililinis nito ang mga bukol ng mga seams.

Sinusubukan ang tulad ng isang bakal na bar para sa paglipat ng bahagi ng vise.

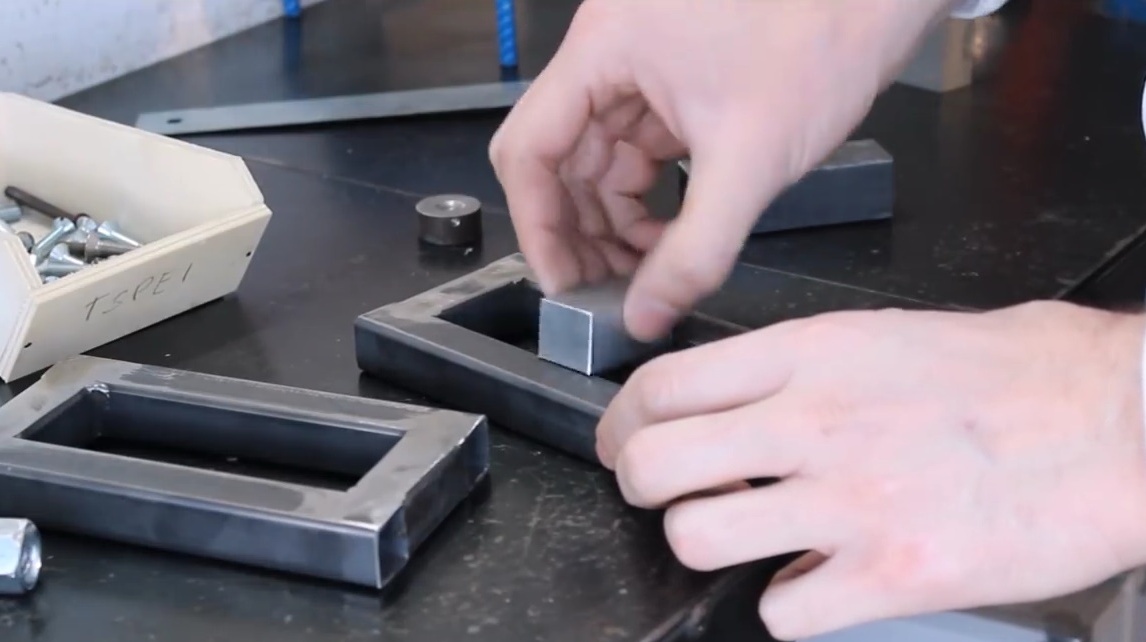

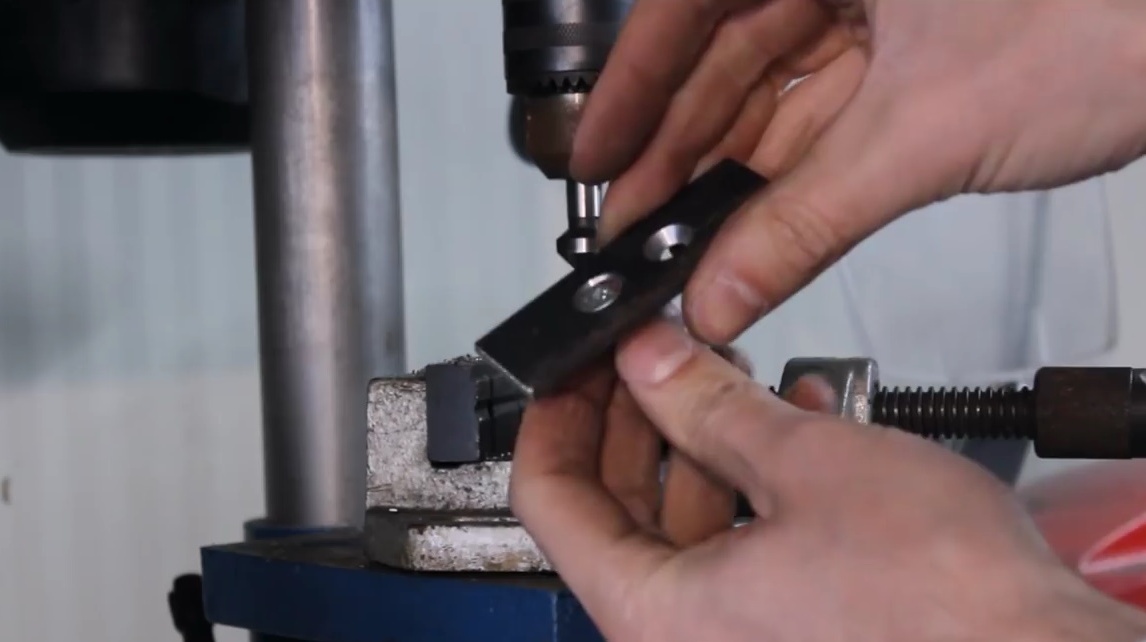
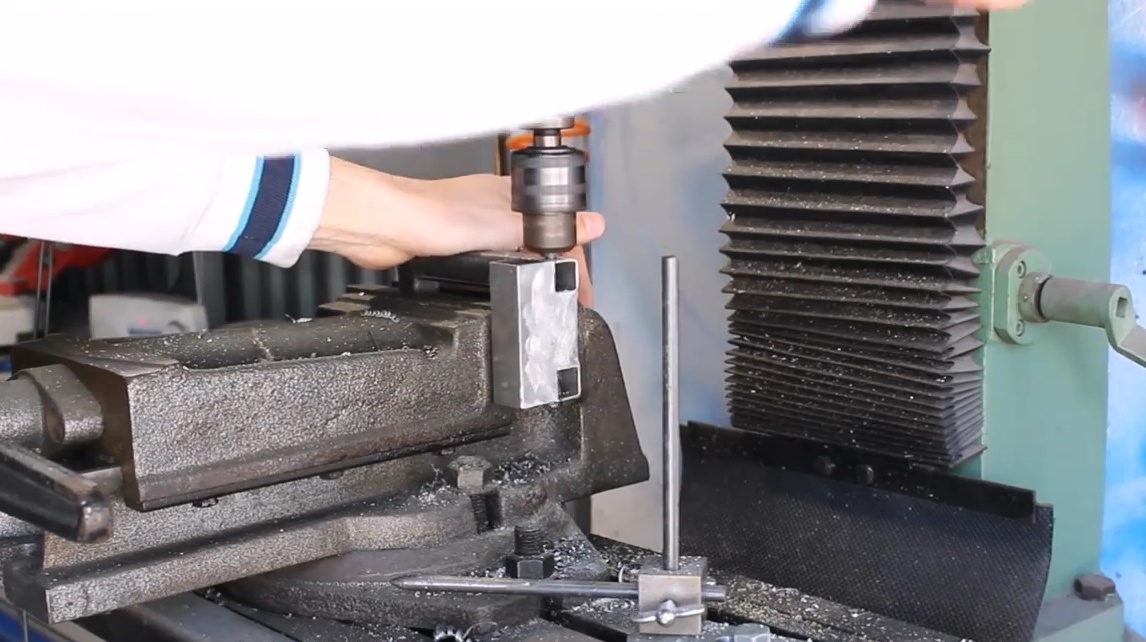
Pagkatapos ay nag-drill siya ng dalawang butas para sa mga pressure bolts sa block. Ginagawa nito ang parehong mga butas sa isang piraso ng bakal na bakal.


Ang mga gilid ng mga butas sa strip ay countersinked, sinusubukan sa ulo ng bolt upang hindi ito protrude.


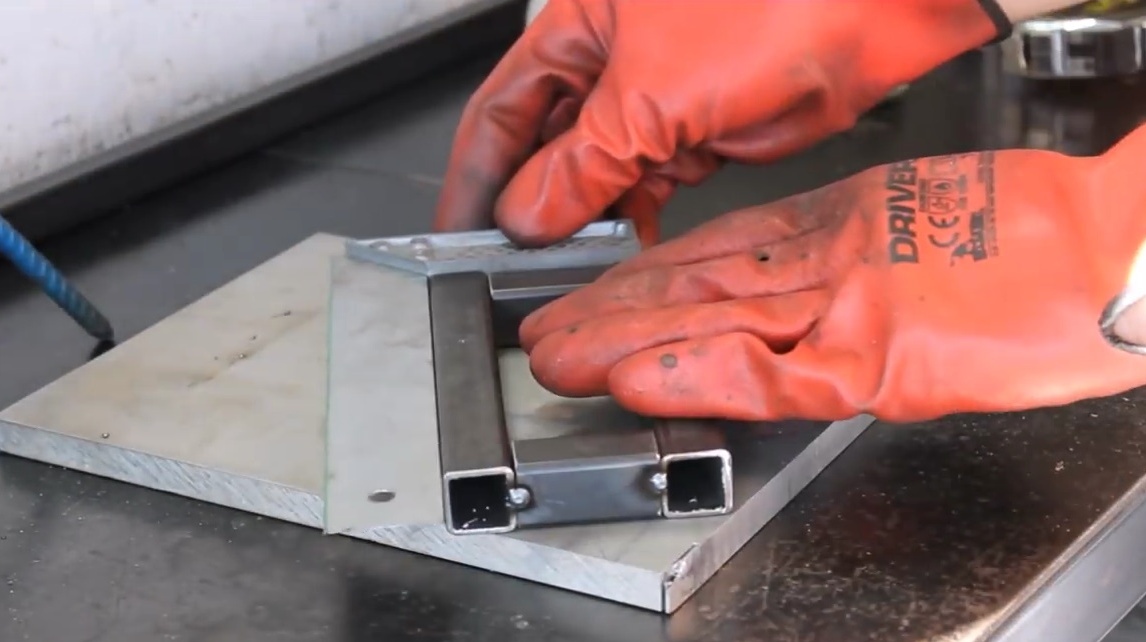
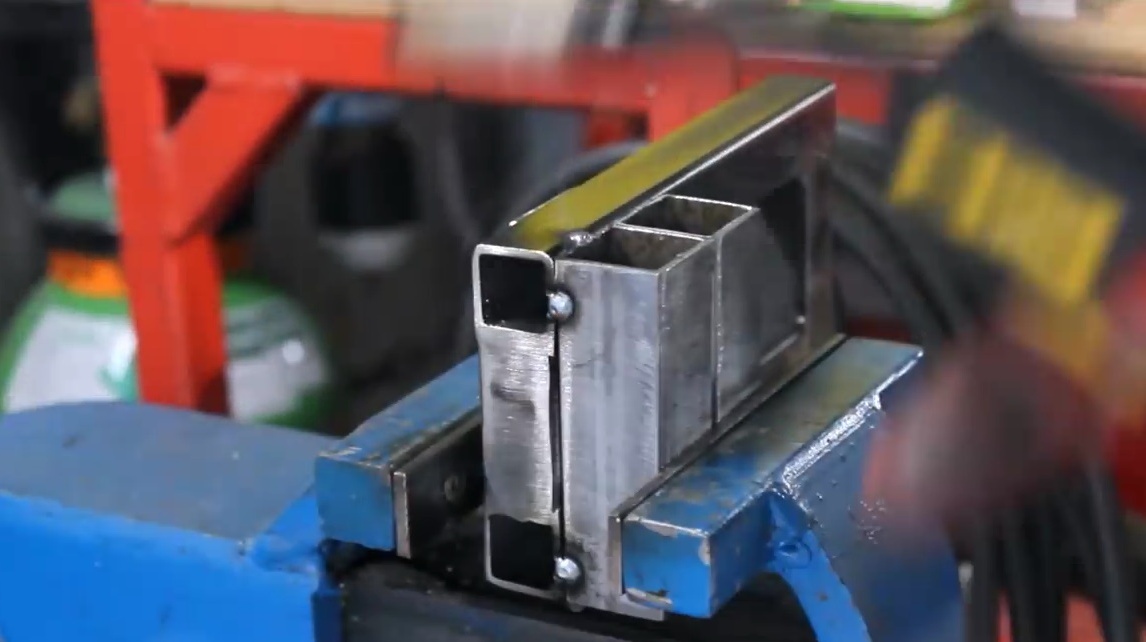
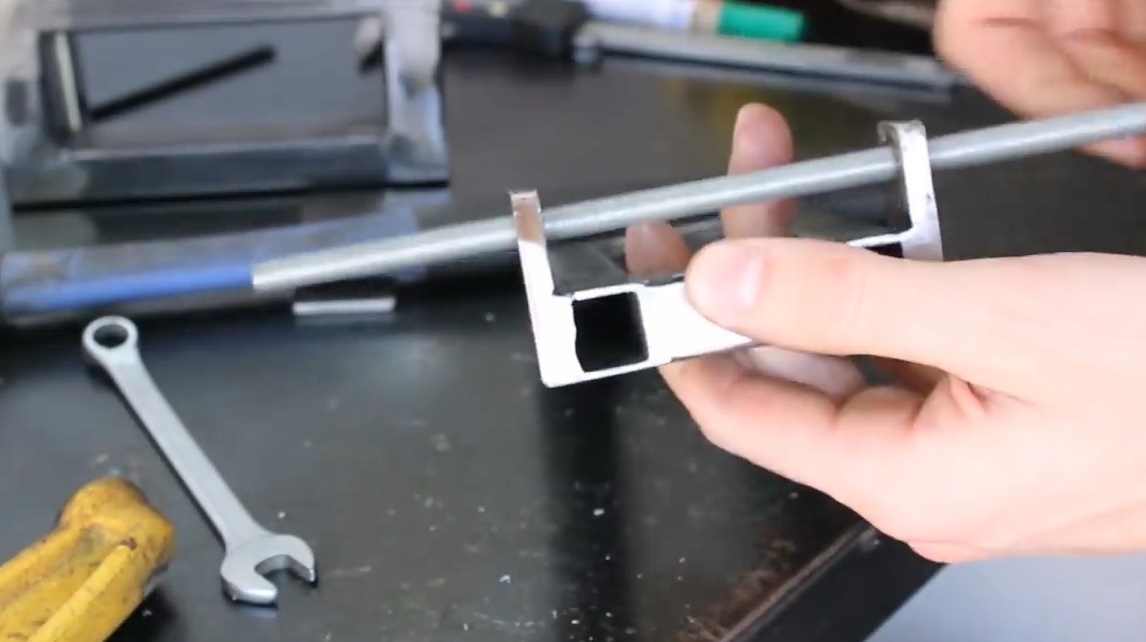
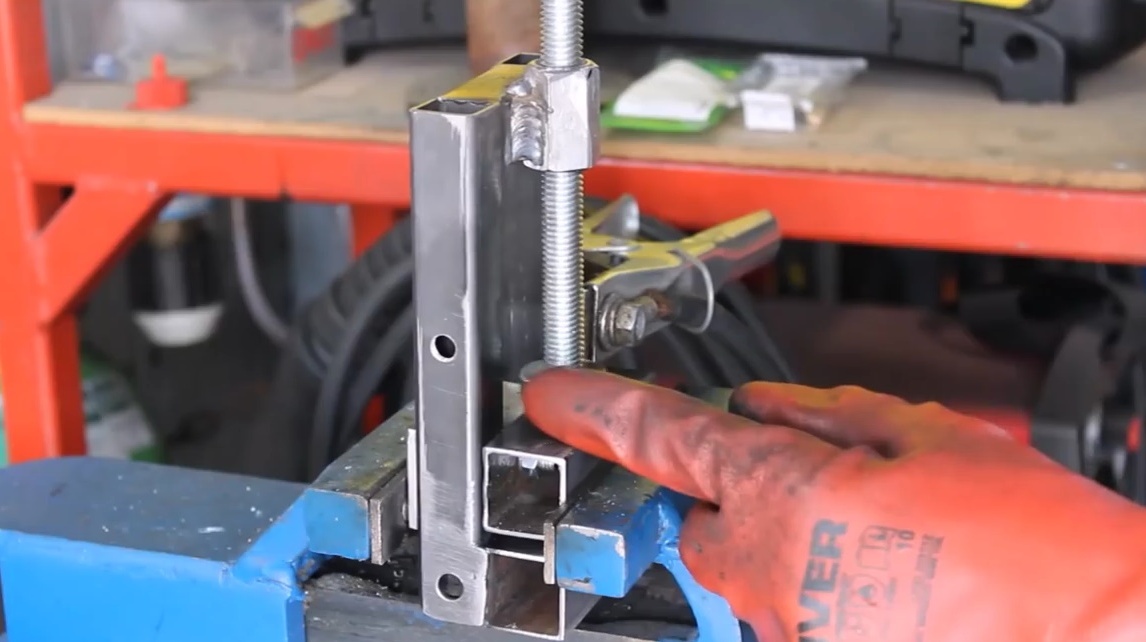
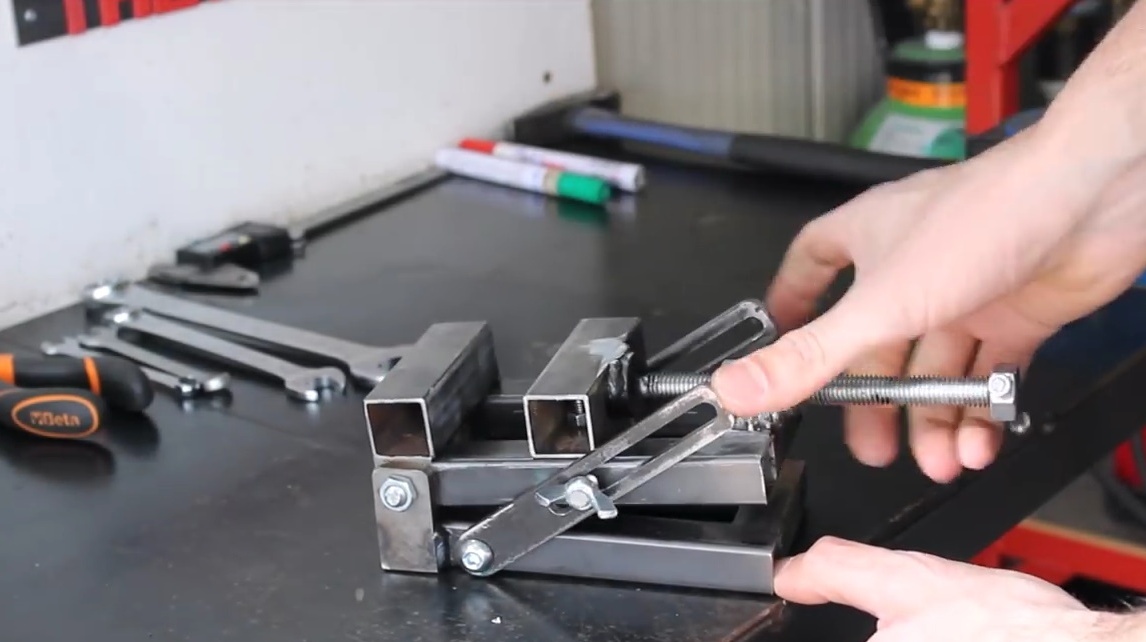
Screws ang mga bolts sa pamamagitan ng plate at bar sa isang seksyon ng profile pipe. Gagampanan niya ang papel ng isang sponge vise.





Ang pag-clamping ng base at dalawang panga sa isang vise, ay nakakapit sa nakatigil na espongha sa pamamagitan ng hinang.

Pagkatapos, na nasuri ang akma at geometry, pinalalaki nito ang lahat ng mga seams ng naayos na espongha.




Ngayon ang may-akda ay bumalik sa isa pa, walang galaw na batayan ng bisyo. At sinusubukan ang "tainga" o may hawak ng isang hilig na base. Grab ang mga ito sa pamamagitan ng hinang.

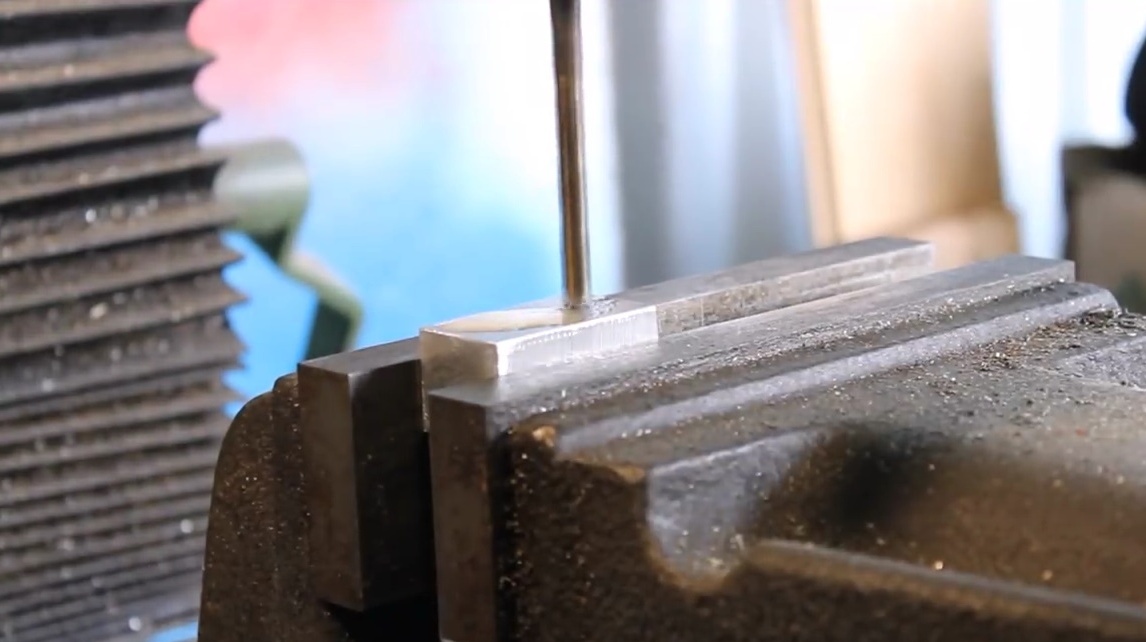
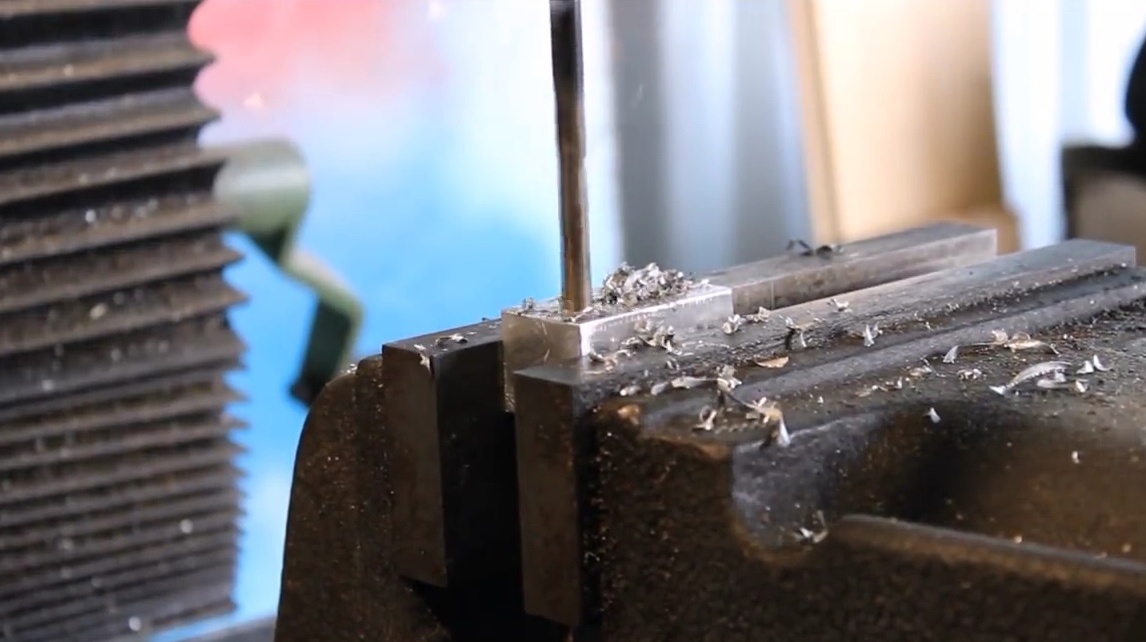
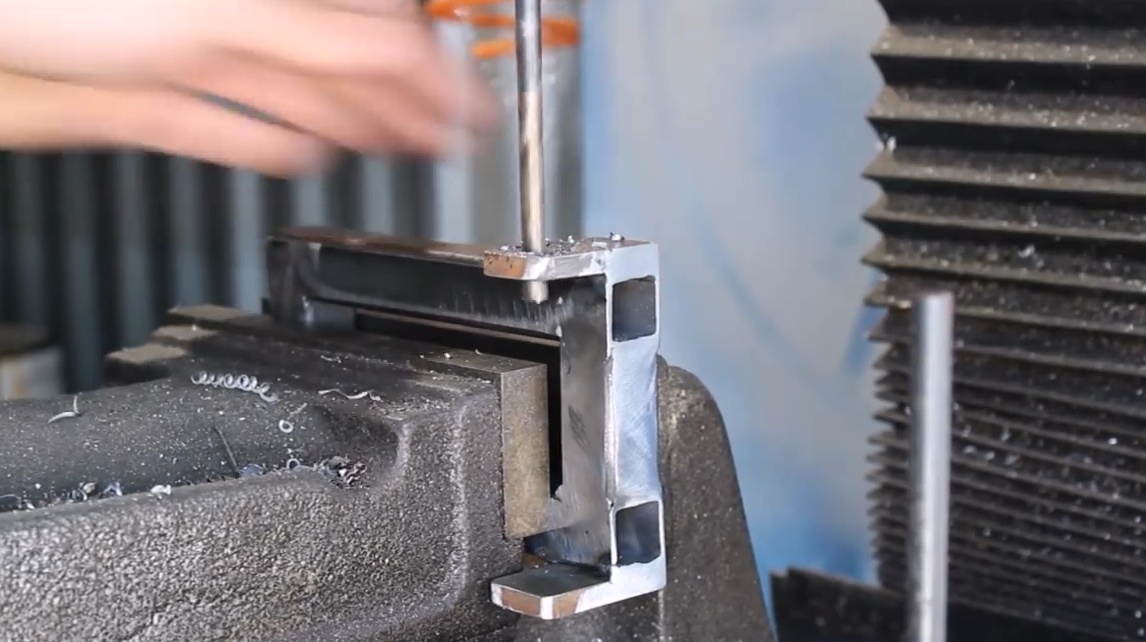
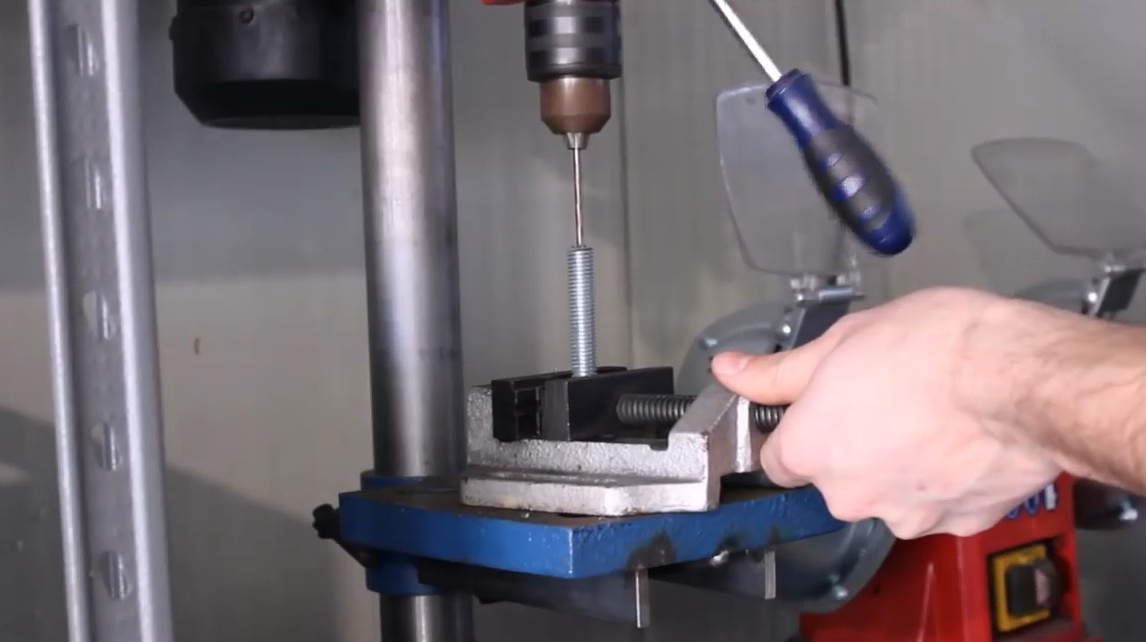
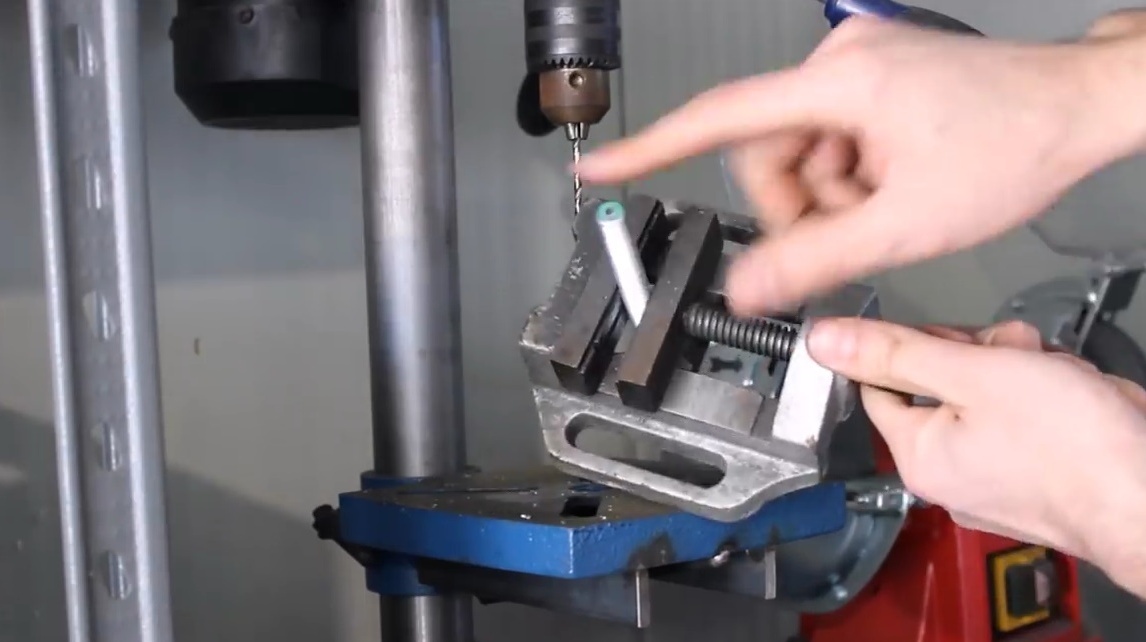
Dagdag pa, sa isang pagbabarena machine gumagawa ng isang butas sa isang hilig na base, unang manipis, at pagkatapos ay 10 mm drills. Sinusubukan ang isang hairpin.



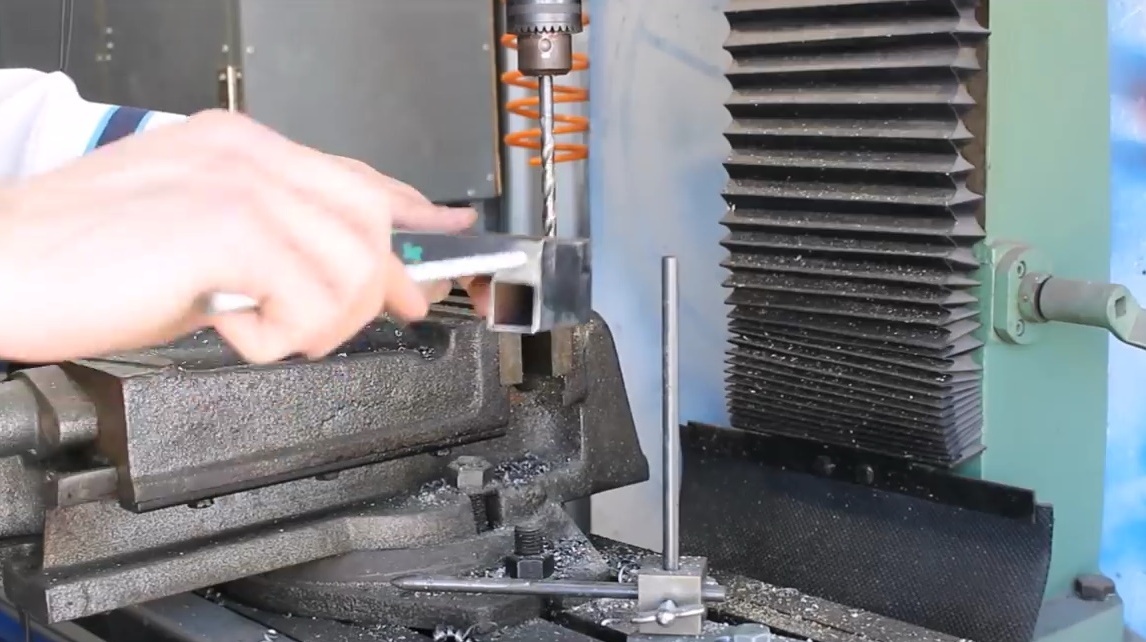
Ngayon ang asawa sa mga tainga. Dito, upang maiwasan ang bias, nag-drill siya ng isang butas sa isang tainga na may manipis na drill, at pagkatapos ay pareho silang makapasa nang makapal.

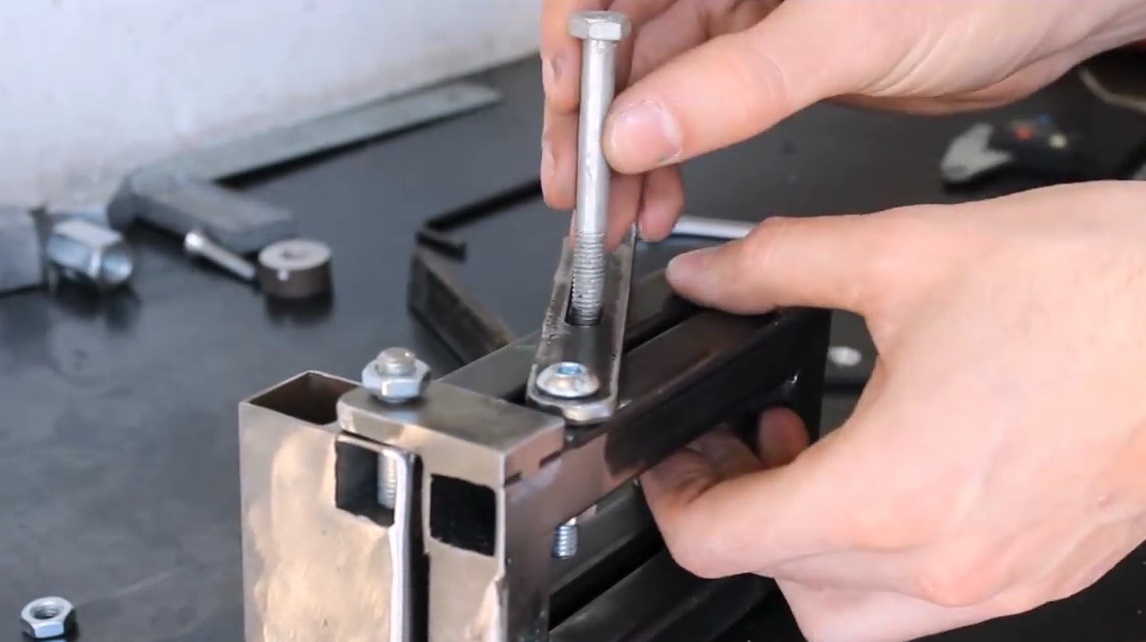
Kinontrata ang mga gilid ng mga butas at nagsingit ng isang hairpin. Ang base ay handa na.

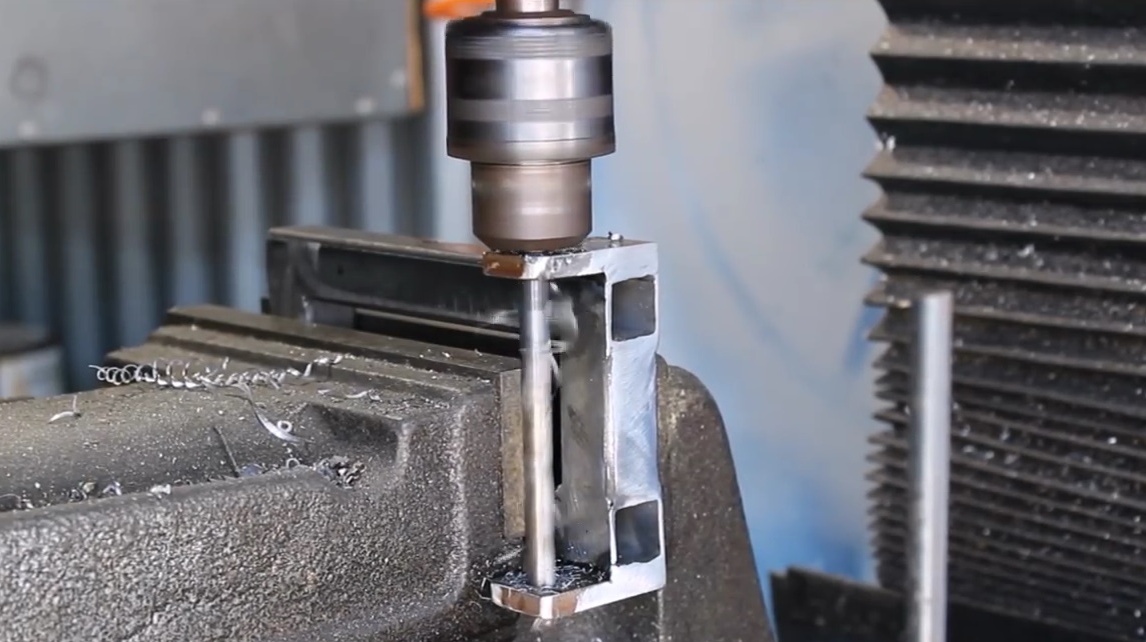
Mula sa isang bakal na strip, gamit ang isang movable table, gumagawa ito ng isang gabay - isang aldaba, paggiling ng mahabang butas.




Ang pagkakaroon ng pansamantalang nakolekta ng dalawang mga base, sinusuri ang kanilang pagkahilig, minarkahan ang mga butas para sa pag-aayos ng mga bolts.



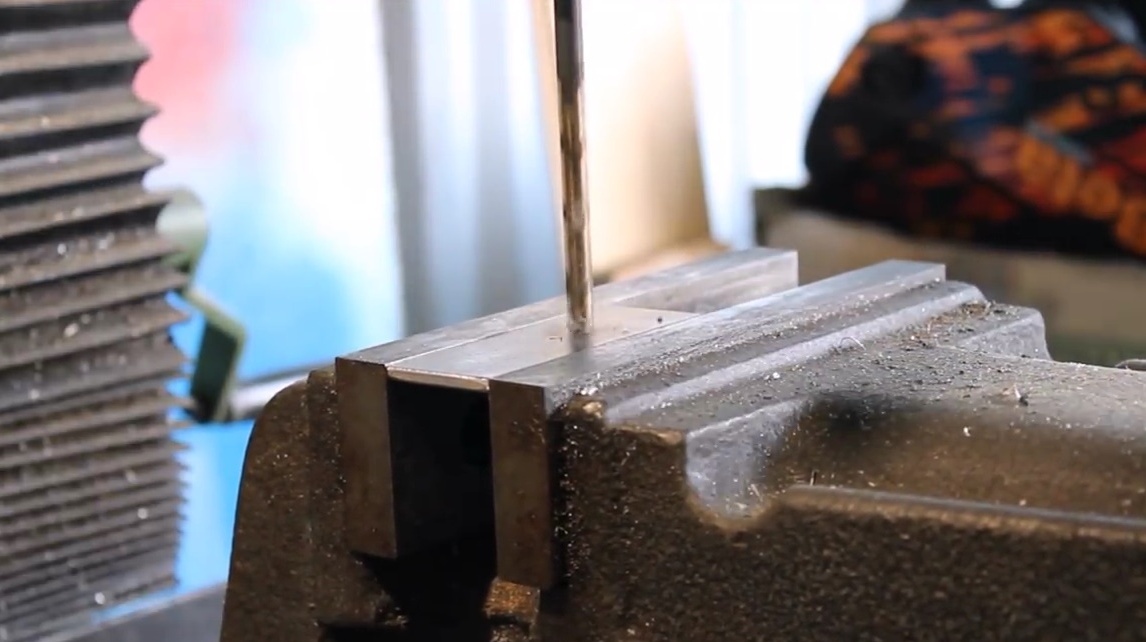
Sa pamamagitan ng pagtatakda ng posisyon ng talahanayan, nag-drills ng mga butas.



I-tap ang thread at sinusubukan ang isang hairpin.


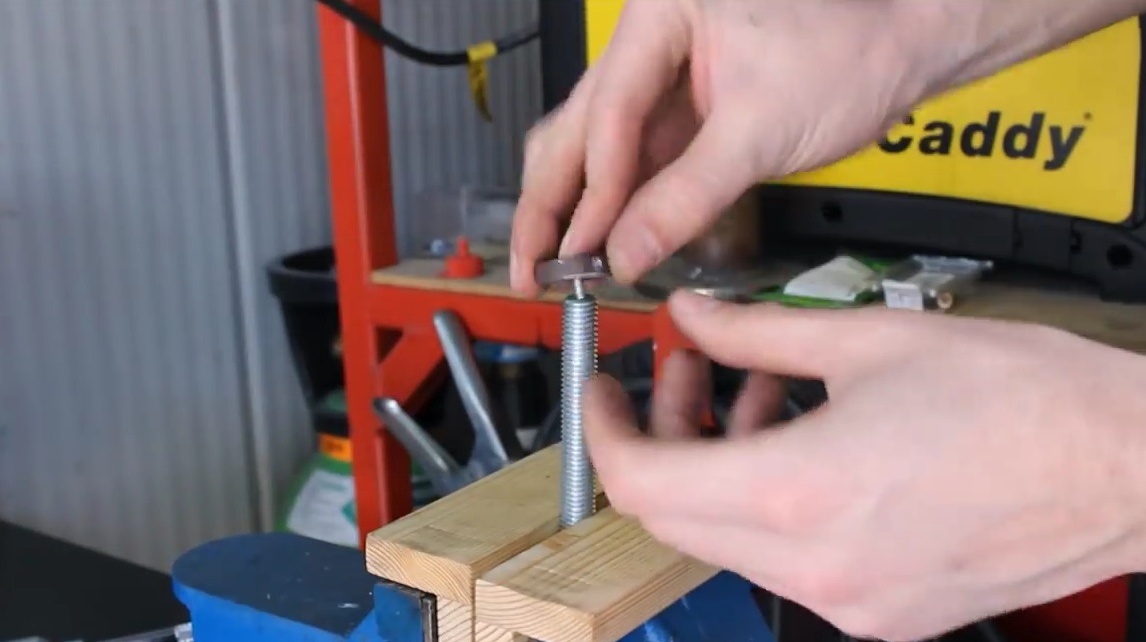
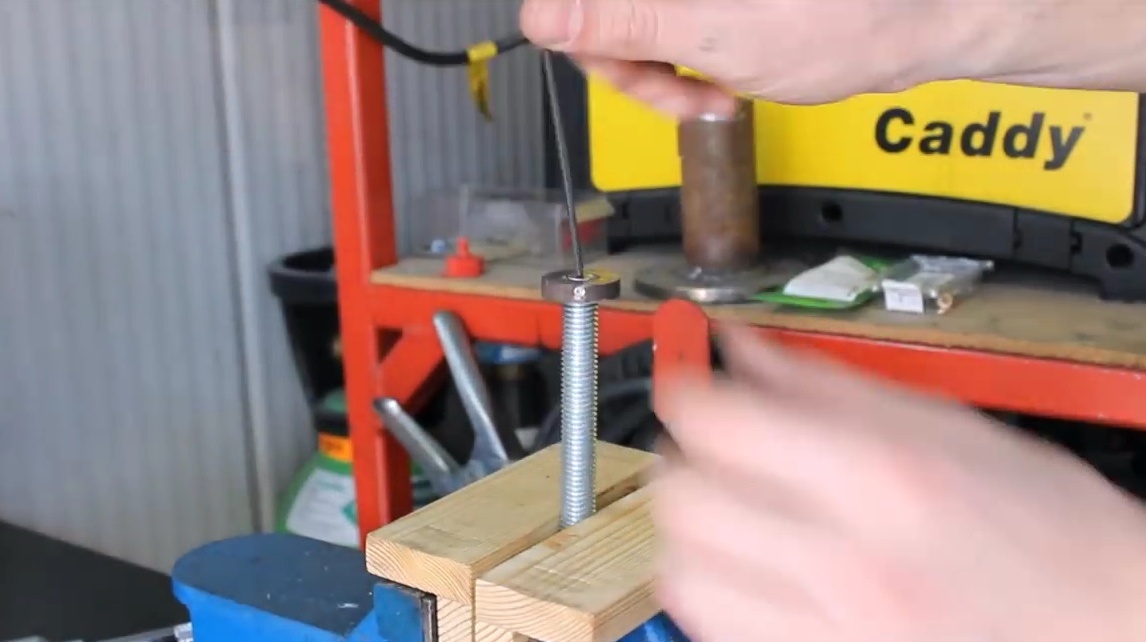
Nagsisimula sa paggawa ng vise screw. Nag-drills ng isang manipis na butas sa dulo ng stud.
Pagkatapos, ang pagputol ng isang thread dito, bolts nito ang isang makapal na washer na may isang bolt.
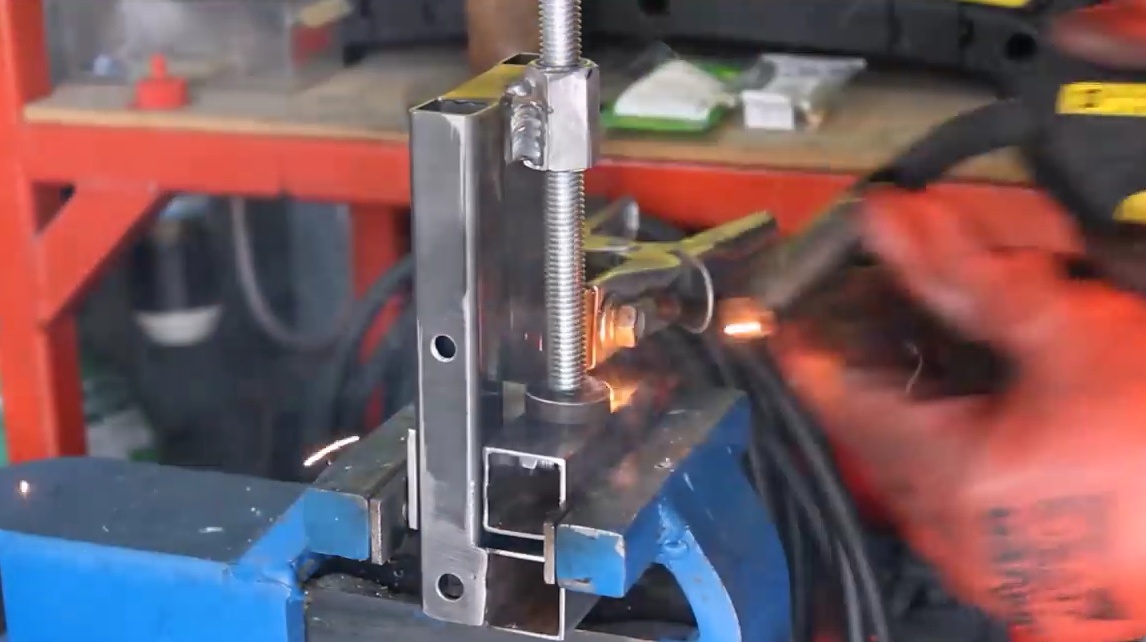
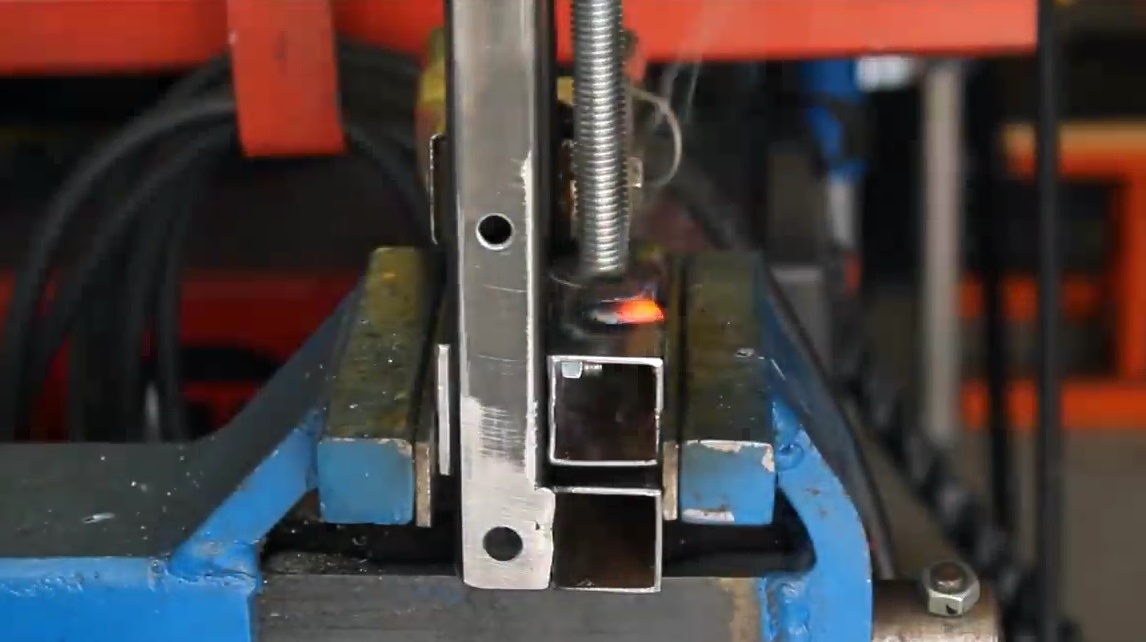
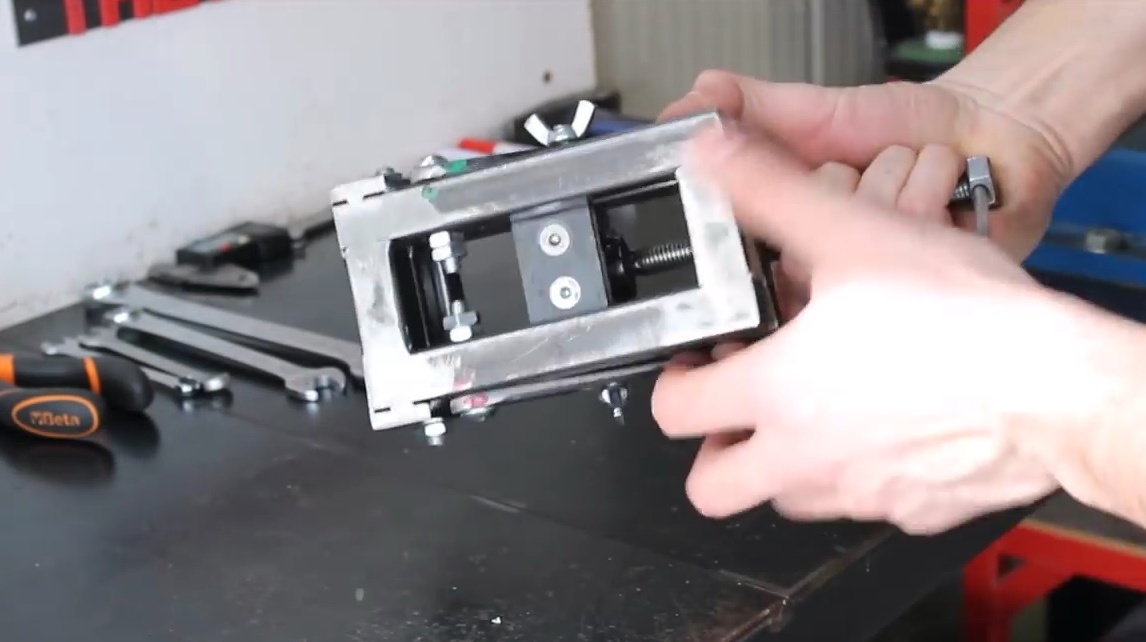
Ang isang pinahabang M10 stud ay welded sa gilid ng nakapirming base.
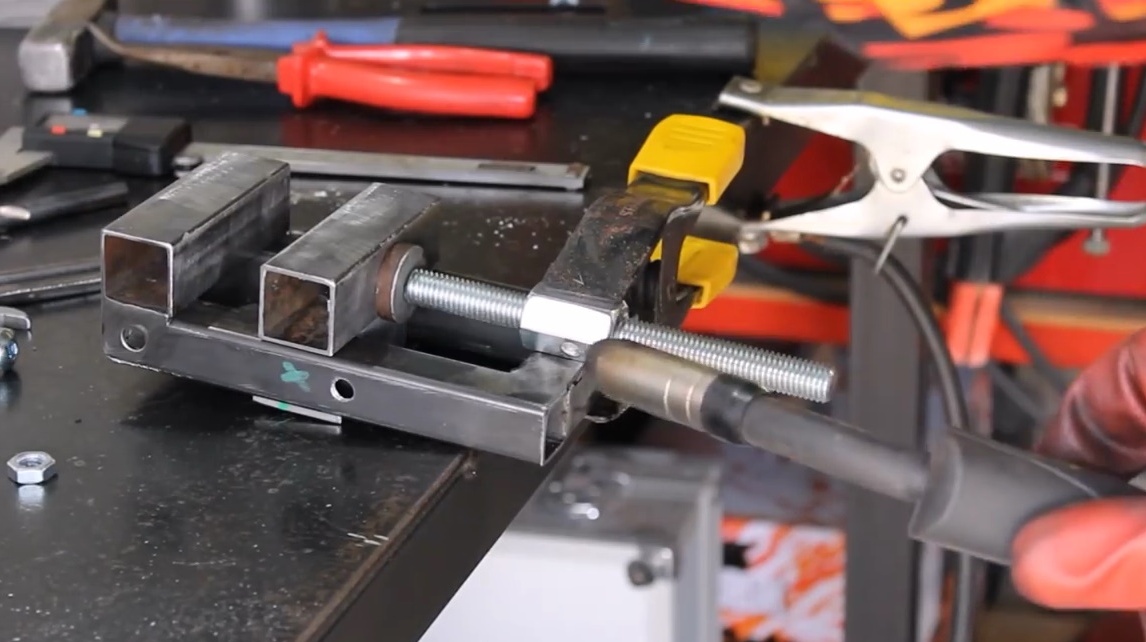
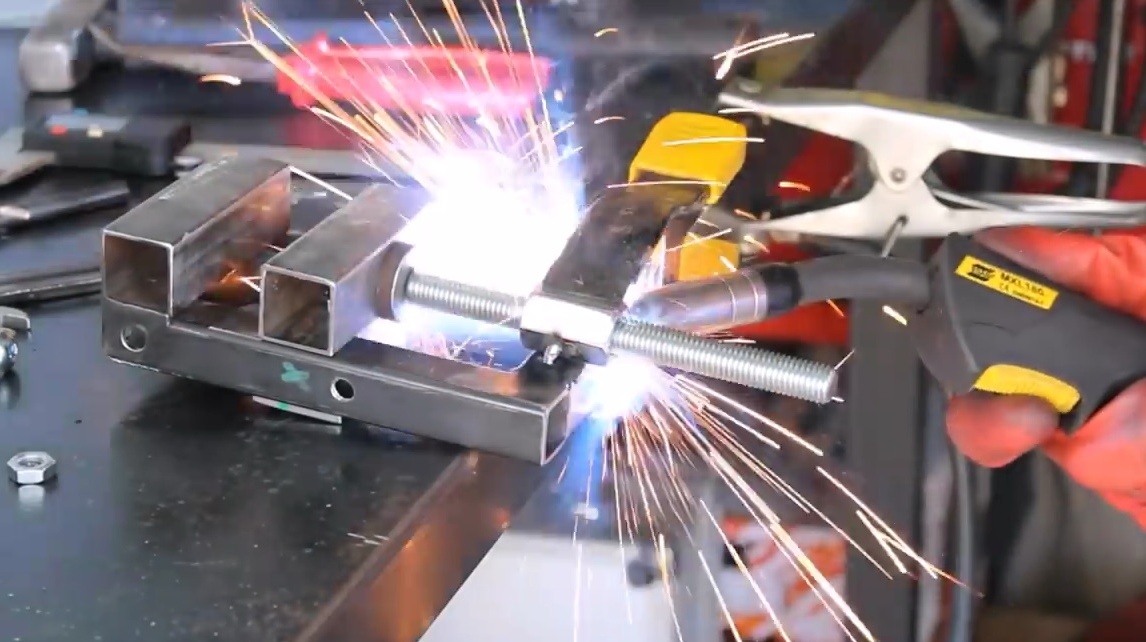

Ngayon, na nasuri ang kawastuhan ng pag-install ng palahing kabayo at kulay ng nuwes, ito ay welded sa maililipat na espongha. Pagkatapos ng welding, giling ang mga seams na may isang gilingan na may petal disk.
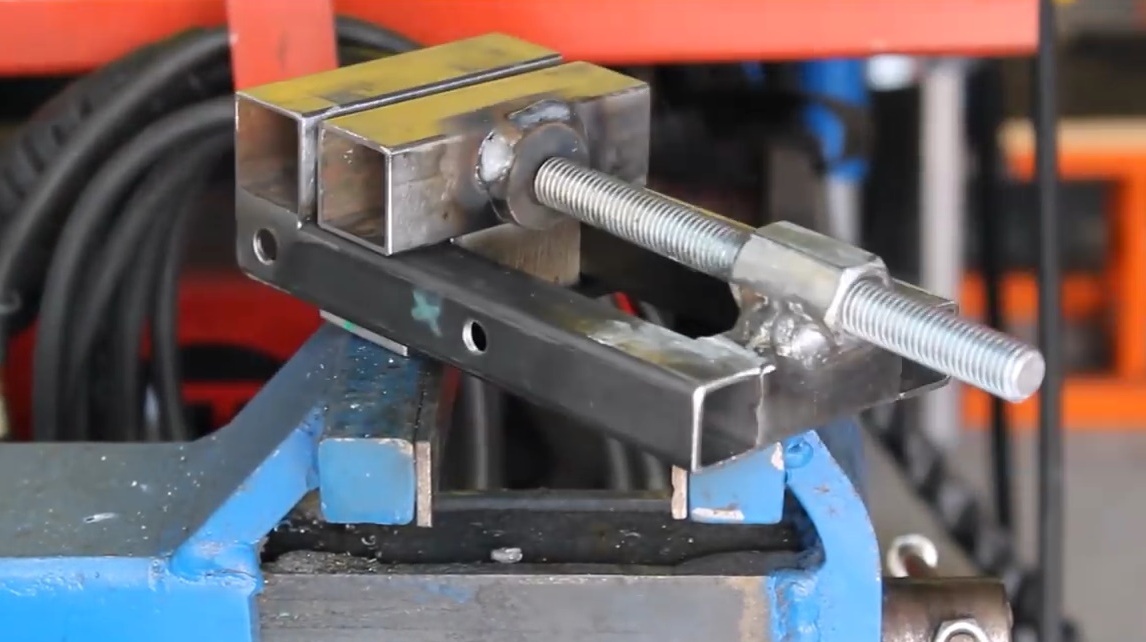

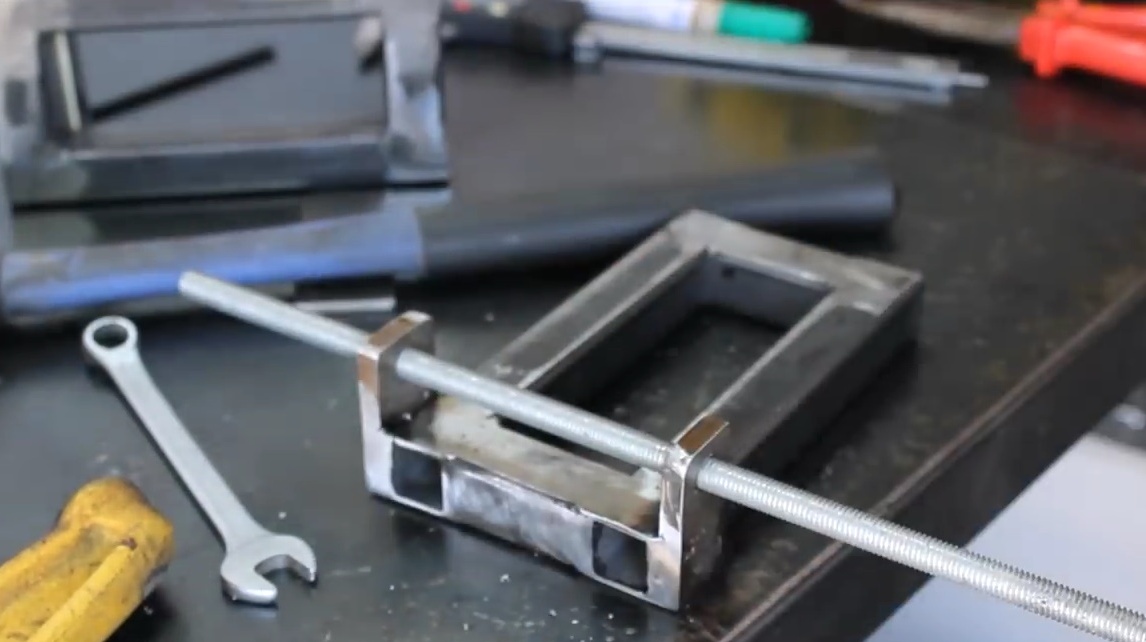
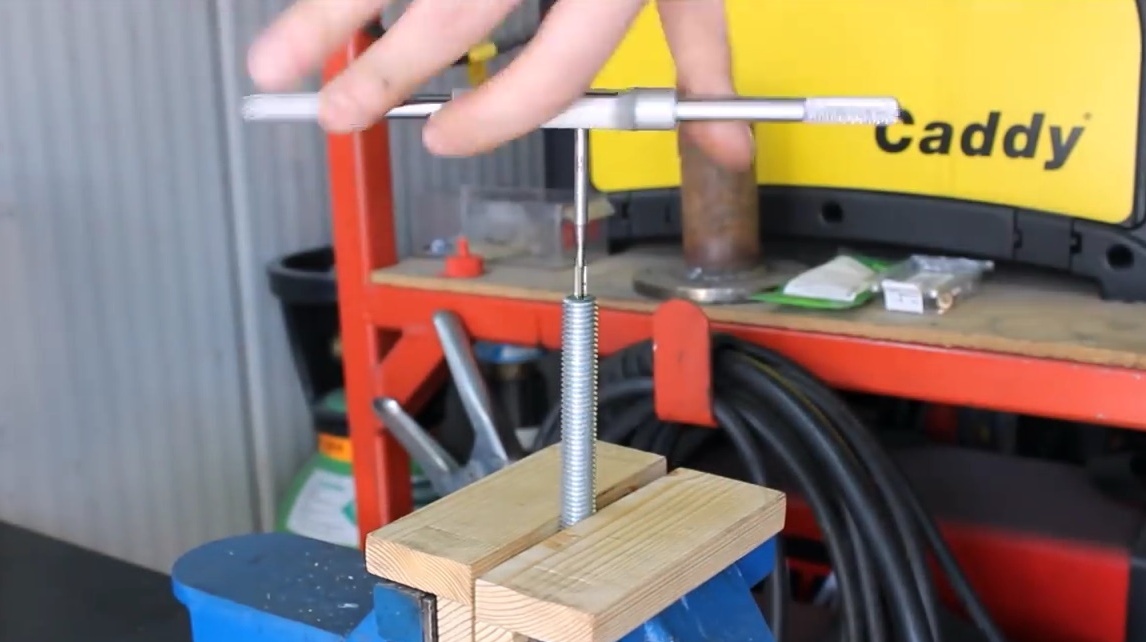
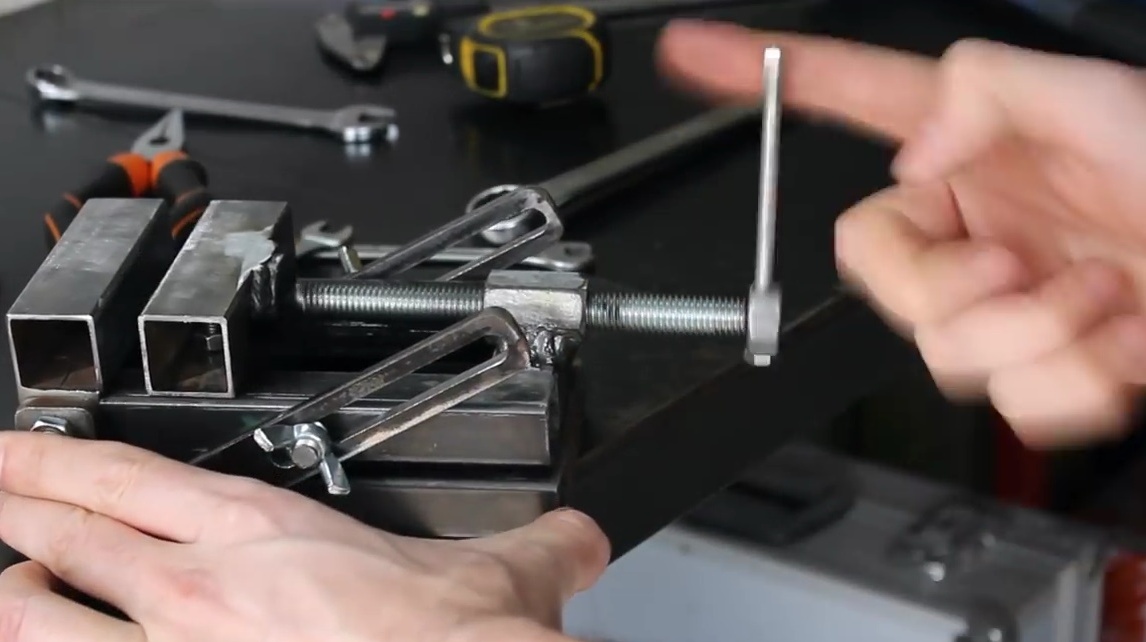
Ang pagkakaroon ng sama-sama ng lahat, nagtipon siya ng isang "twist" para sa pag-clamping ng isang vise. Ginawa niya ito mula sa isang nut na welded hanggang sa gilid ng isang stud at isang manipis na bar na bakal na may isang thread sa mga gilid. Nakakapagod ng mga nuts na may wrenches.




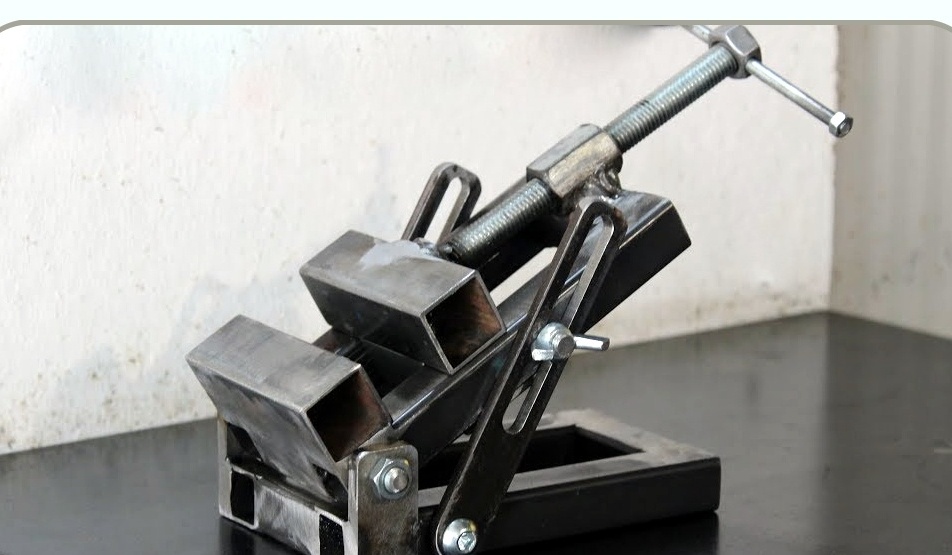
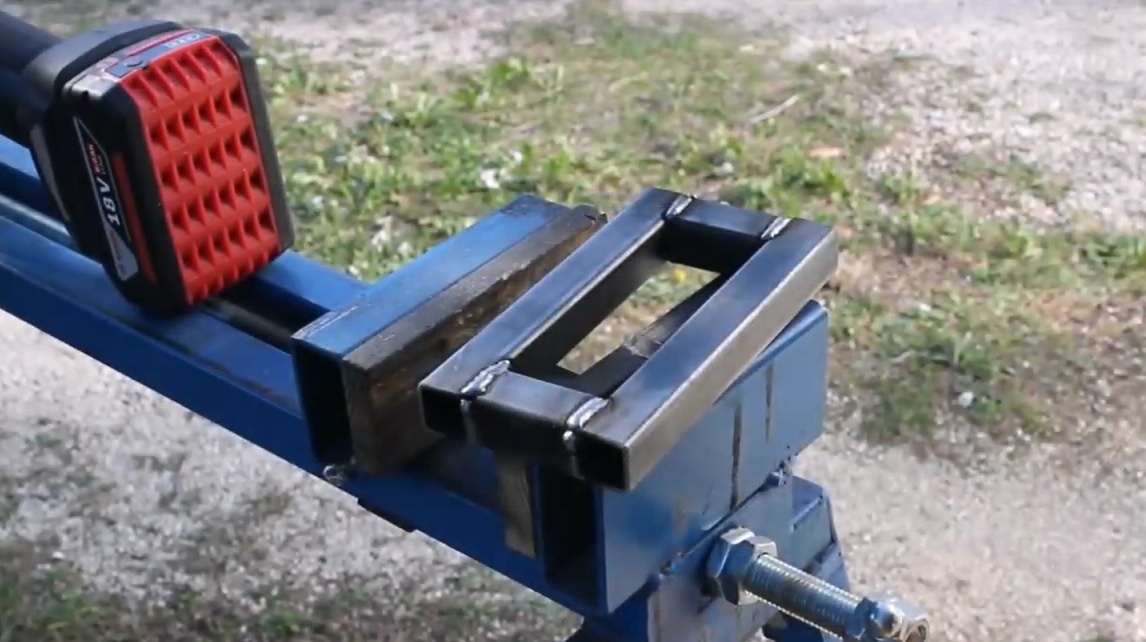
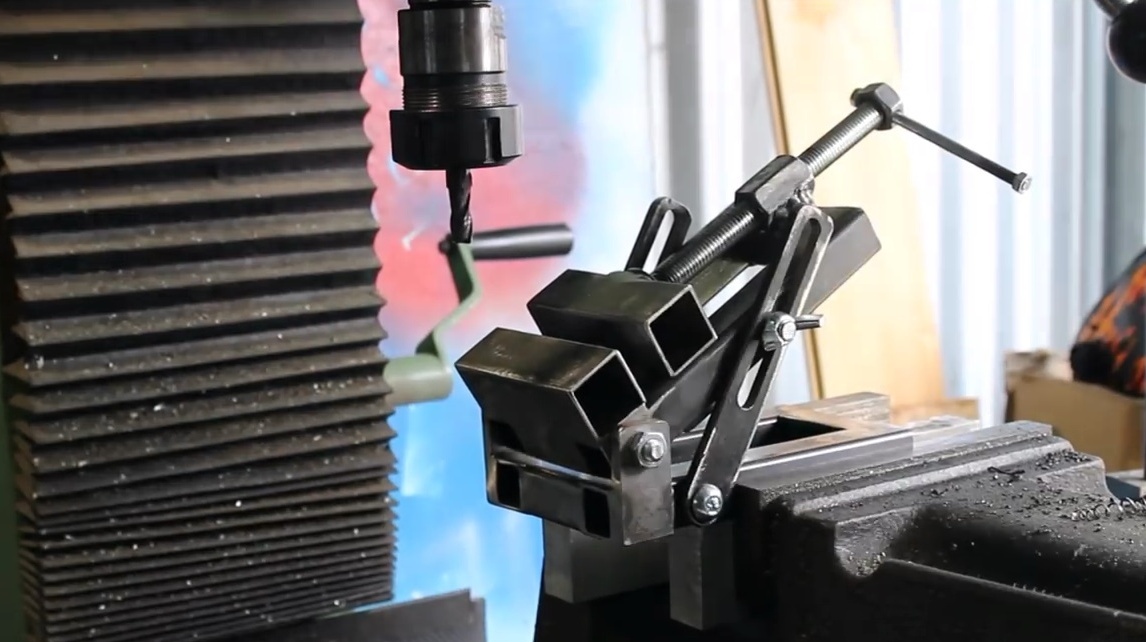
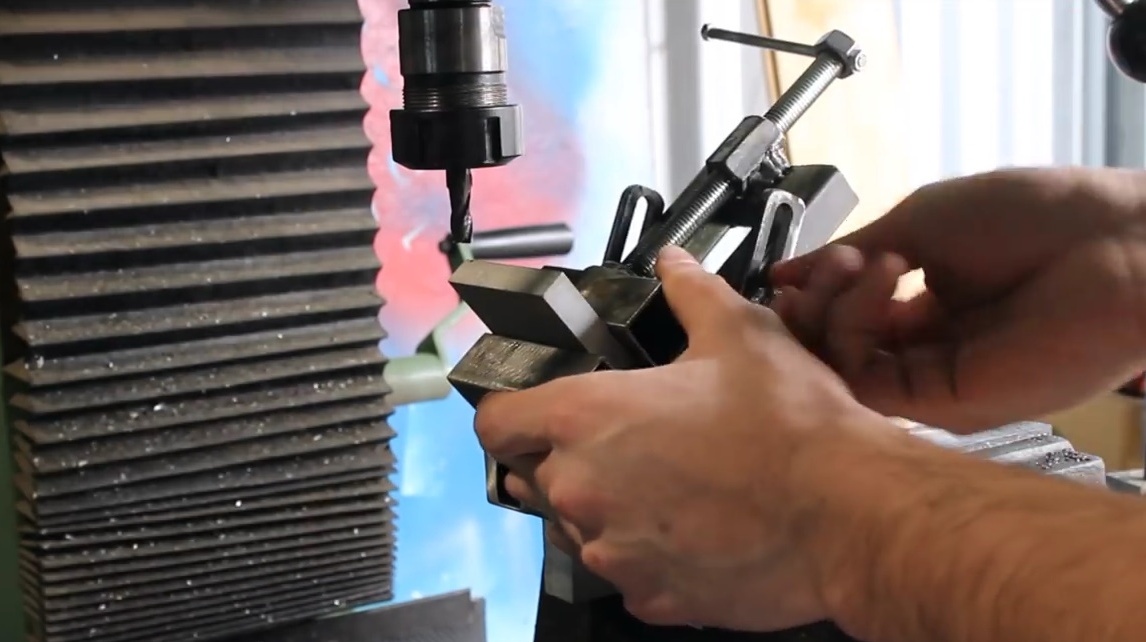
Ngayon handa na ang aparato! Ang lahat ng mga bahagi ay gumagalaw kung kinakailangan.

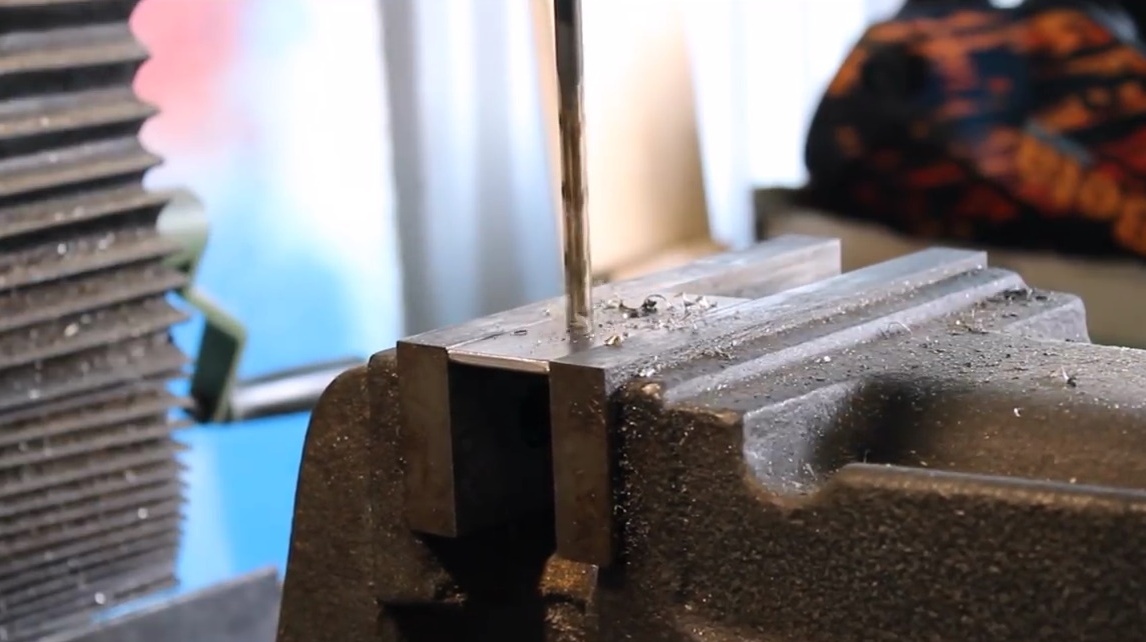
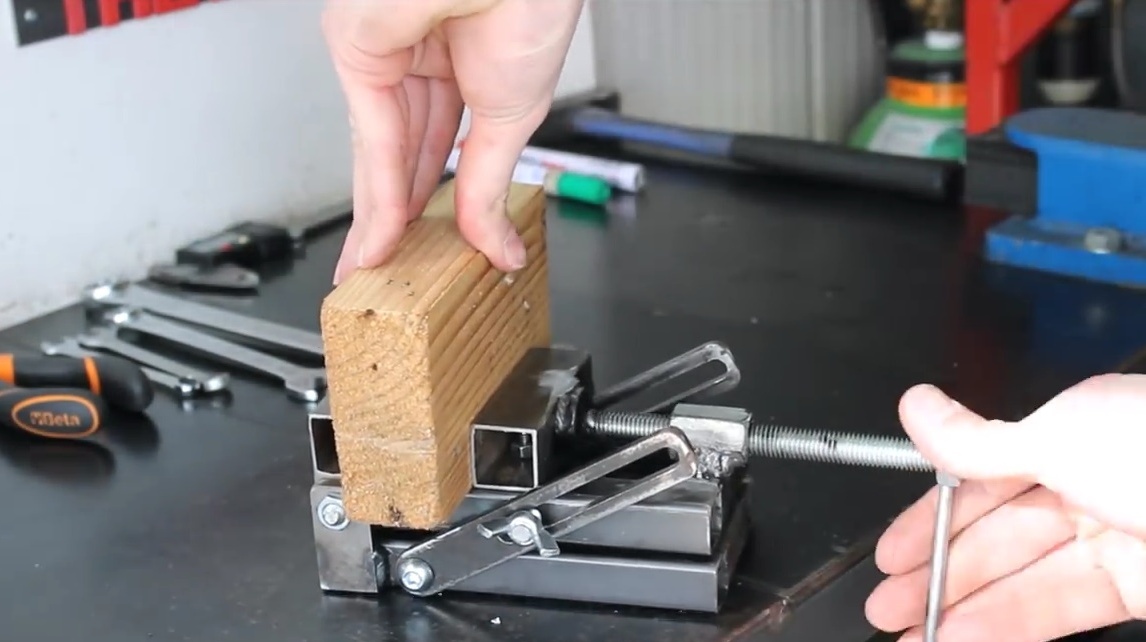
Ngayon isang maliit na pagsubok. Ang may-akda ay clamp ng isang kahoy na bloke, at inaayos ang anggulo ng pagkahilig, pag-aayos nito ng mga turnilyo - mga hinlalaki. At gumagawa ng mga butas sa drill press sa isang anggulo. Ang lahat ay lumiliko!




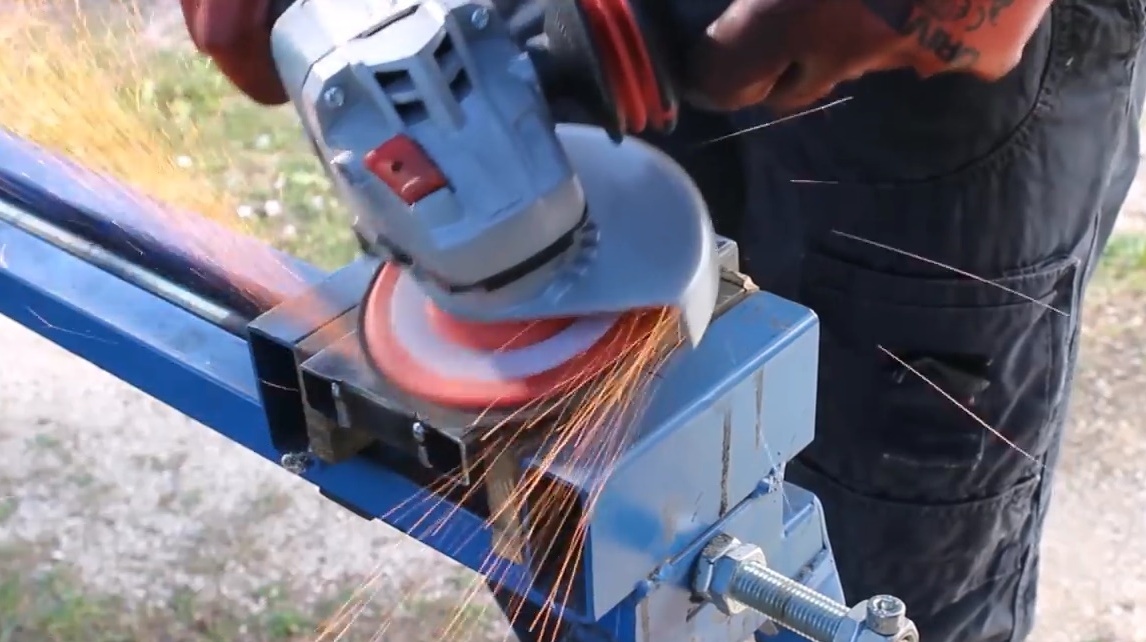
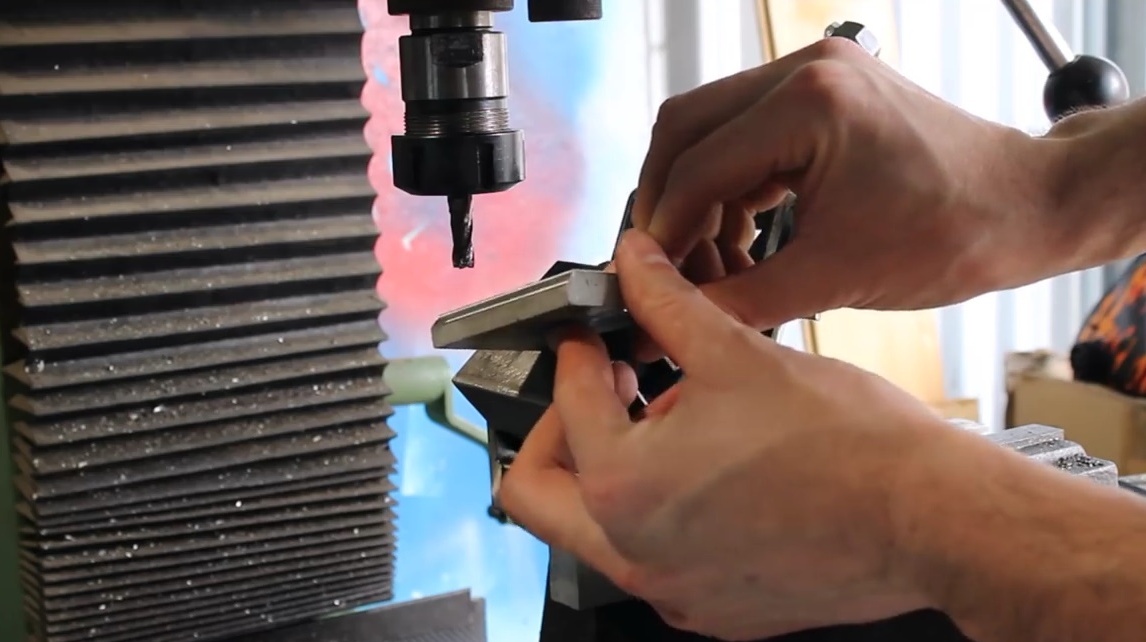
Ngayon ang gawain ay mas kumplikado. I-Mill ang mukha ng plate na bakal sa isang anggulo gamit ang isang movable table na may isang vise. Matagumpay na nakumpleto ang gawain.


Salamat sa may-akda para sa isang napaka-kagiliw-giliw na karagdagan sa tooling ng mga machine!
Magandang mood sa lahat!