
Sa artikulong ito, ibinahagi ng may-akda ng YouTube na si Pask Makes ang lihim ng paggawa ng isang maliit na hurno ng muffle sa isang bote ng gas.
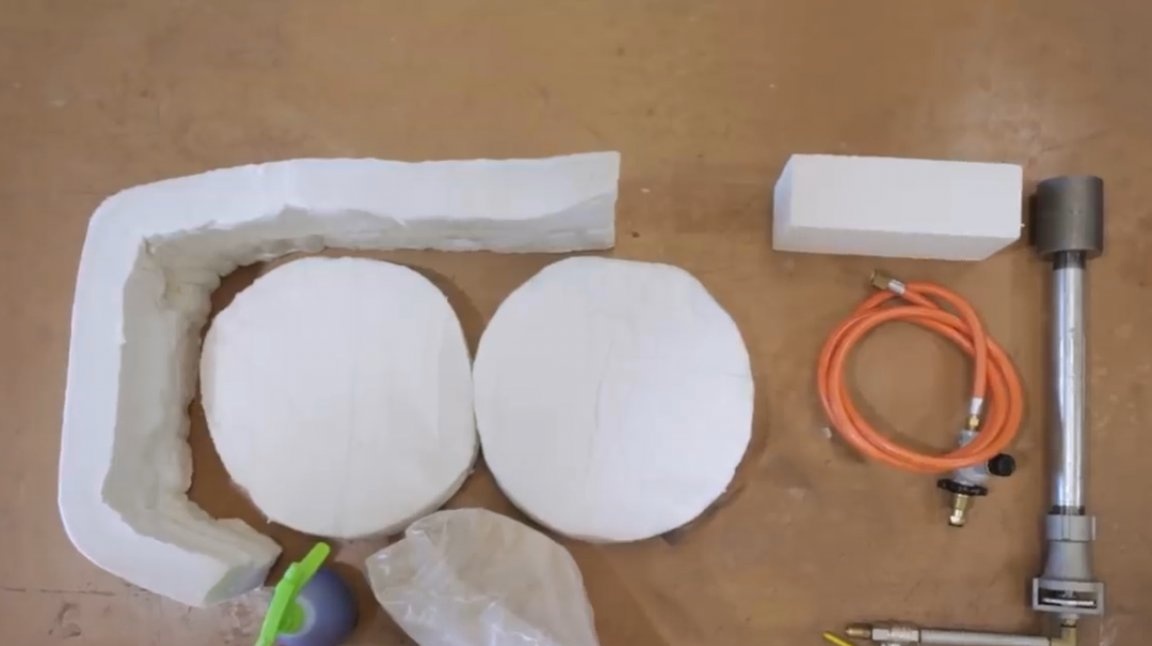
Mga Materyales
- bote ng gas
- Pabrika ng mineral na lana
- sulok ng asero
- Palamutihan ng ladrilyo
- Hardener
- Injection gas burner (tungkol sa paggawa nito artikulo ay isinulat kanina
- Pinturahan ang heat spray.
Mga tool ginamit ng may-akda.
-
-
-
-
-
-
-
- Tagapamahala, parisukat, file, marker.
Proseso ng paggawa.
Una, tinanggal ng may-akda ang balbula, pagkatapos ay pinutol ng gilingan ang proteksiyon na bahagi.


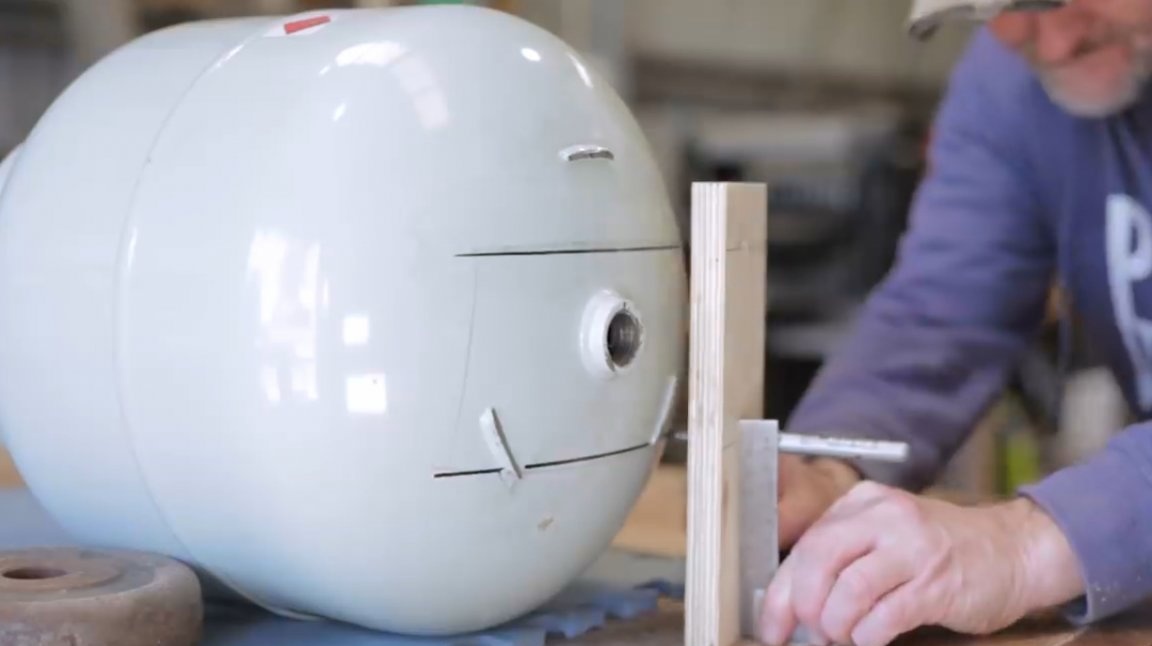
Gamit ang isang anggulo ng pagsukat, minarkahan niya ang butas para sa pintuan.

Gayunpaman, dahil sa spherical na hugis ng lobo, ang mga linya ay hindi tumpak. Samakatuwid, ang master ay may ibang paraan - isang board na may isang maliit na butas para sa marker, at tiyak na isang sulok sa 90 degrees.
Sinusulat ng may-akda ang mga gilid ng puwang na may isang gilingan at isang file.



Ang panindigan sa likuran ng lalagyan ay tinanggal din, at ang mga weld seams ay pinalabas.


Sa katulad na paraan, ang wizard ay gumagawa ng mga marka sa likod ng lalagyan.

Ang isang hugis-parihaba na butas na 75X25 mm ay gupitin, at pati na rin ang lahat ng mga gilid.


Pagkatapos ang master ay gumawa ng isang hiwa sa paligid ng circumference ng silindro.



Iyon ang buong hanay ng mga bahagi at materyales na napili para sa silindro na ito.
Sa pag-ilid na bahagi ng silindro na may isang pangunahing drill, ang may-akda ay nag-drill ng butas para sa burner.

Sinasaklaw niya ang mga dingding sa ilalim at gilid ng lalagyan na may refractory mineral na lana, kaya bumubuo ng lining ng hurno.



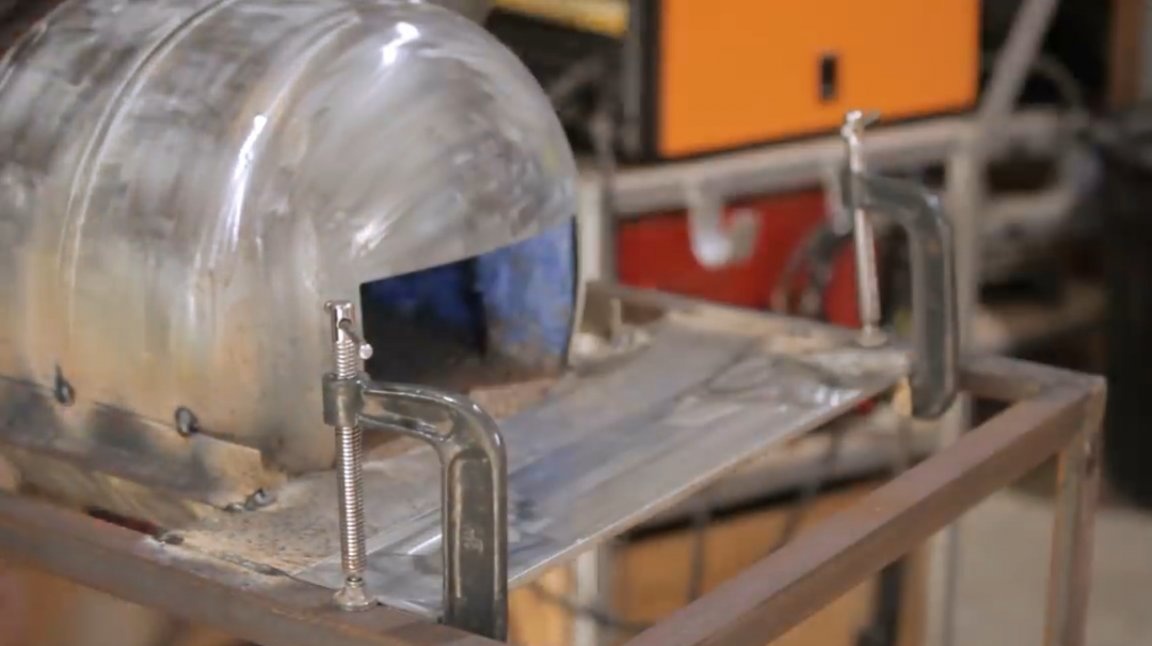
Isinasara niya ang lalagyan na may takip na "katutubong", pinindot ito ng mga clamp, at sinunggaban ito sa maraming mga lugar.


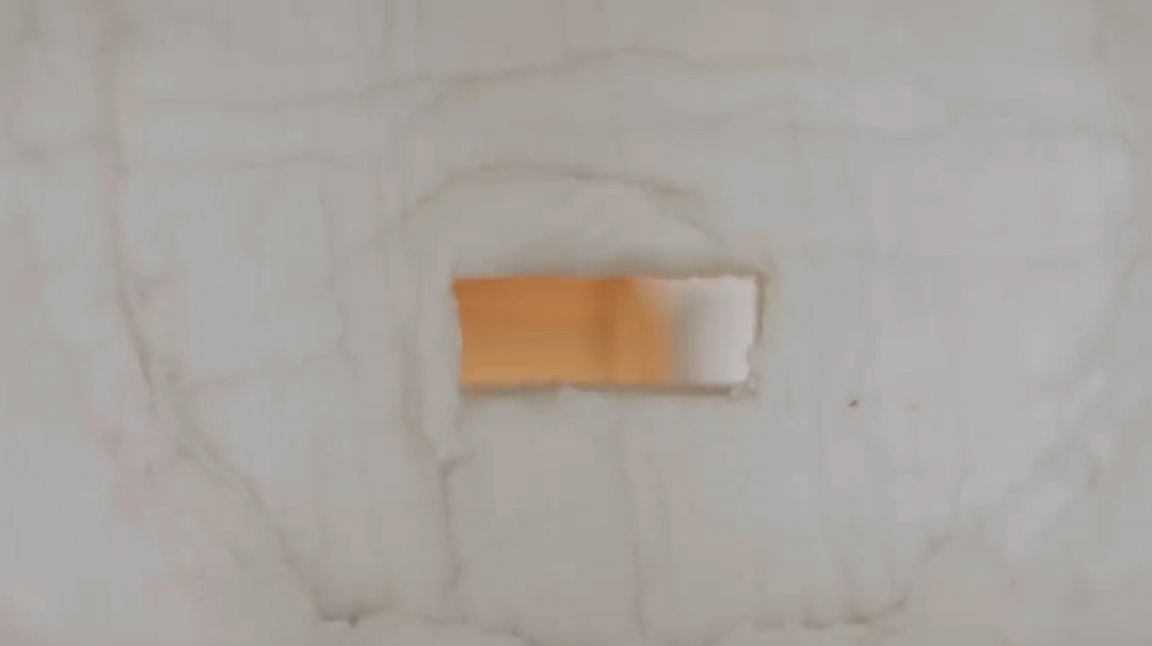
Mula sa harap at likod ng tangke kung saan matatagpuan ang mga puwang, tinanggal ng master ang mineral na lana upang makakuha ng pag-access sa panloob na lukab.


Pagkatapos ay pinipili niya ang korona ng nais na diameter, na coincides sa adapter, at minarkahan ito ng taas na 20 mm, na dumaan sa buong paligid ng korona na may puting marker.

Sa pag-ikot ng paggalaw, tinatanggal nito ang hindi kinakailangang lana ng mineral mula sa butas.

Pagkatapos ay pinipili niya ang isang mas maliit na core drill ayon sa panloob na diameter ng tubo, at pinuputol ang lining sa parehong paraan at tinanggal ang labis.


Bilang isang resulta, nakakuha siya ng isang hole counter, na dapat matiyak na isang snug fit ng bahagi.

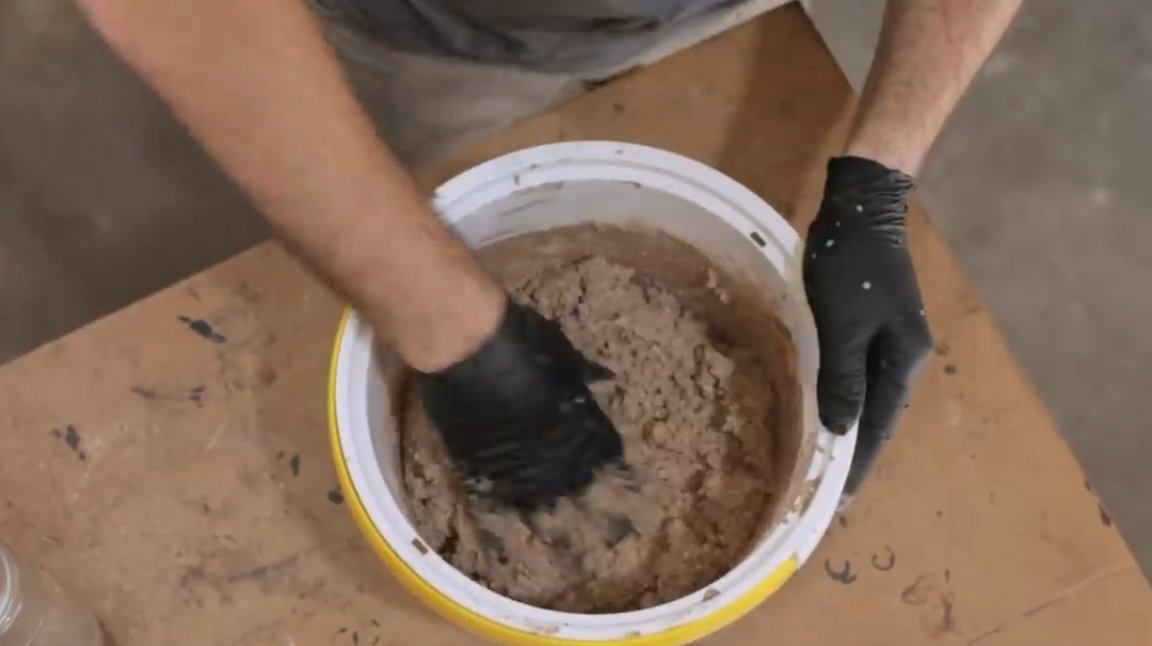
Pinoproseso ng master ang ibabaw ng lana ng mineral na may isang hardener.


Sa isang hiwalay na lalagyan, lumuluhod siya sa refractory coating, at kumakalat sa ilalim ng tangke kasama nito.


Pagkatapos ay nililinis nito ang buong ibabaw ng silindro na may paglilinis na disk.

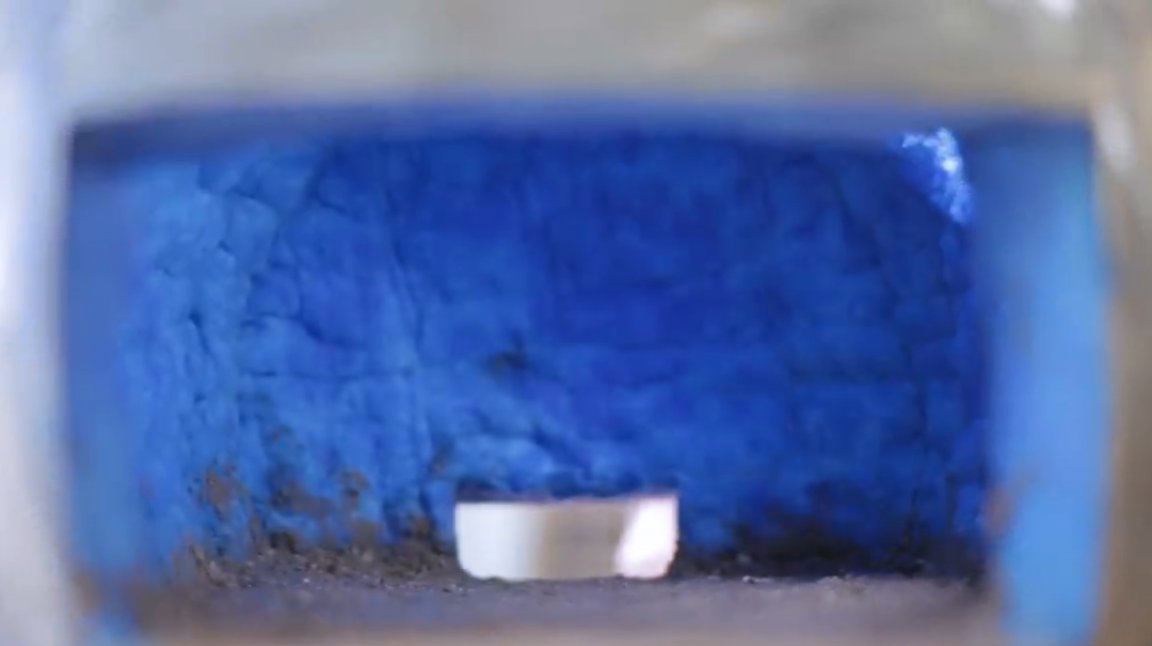
Ang lahat ng mga ibabaw ng lana ng mineral ay ginagamot sa isang hardener, at mayroon na ngayong isang mala-bughaw na tint.

Susunod, ang adapter ay welded, at ang weld ay nalinis.

Ang oven ay nangangailangan ng isang rack. Ang may-akda ay pinutol mula sa isang blangko na sulok para sa kanya.

Ngayon, sa kalahati ng mga workpieces, ang sulok ay pinutol sa isang panig, upang sa huli makakakuha kami ng ganoong koneksyon.

Susunod na darating ang gilid ng pag-trim at welding.


Ito ay kung paano tipunin ang stand frame. Ang lahat ng mga seams ay ginagamot sa isang stripping disc.

Sa pamamagitan ng isang hakbang na drill, ang may-akda ay nag-drill ng apat na butas sa mga sulok ng konstruksiyon sa ilalim ng mga gulong, at inaayos ang mga ito.


Sa isang plate na bakal, pinutol niya ang isang recess sa ilalim ng katawan ng pugon, at nag-install ng isang suportang plate sa rack, hinangin ito sa mga riles ng gilid. At upang ang plate ay maging flush kasama ang mga sulok, tinusok ito sa loob ng dalawang mga grooves sa mga gilid. Dalawang higit pa plate plate ay welded sa parehong paraan.
Ang dalawang higit pang mga riles ay welded transversely sa bakal plate, na, kasama ang iba pa, ay bumubuo ng isang suporta para sa hurno.






Ang ilalim ng rack ay pinahusay ng mga transverse riles. Ito ang lugar upang mai-install ang bote ng gas.


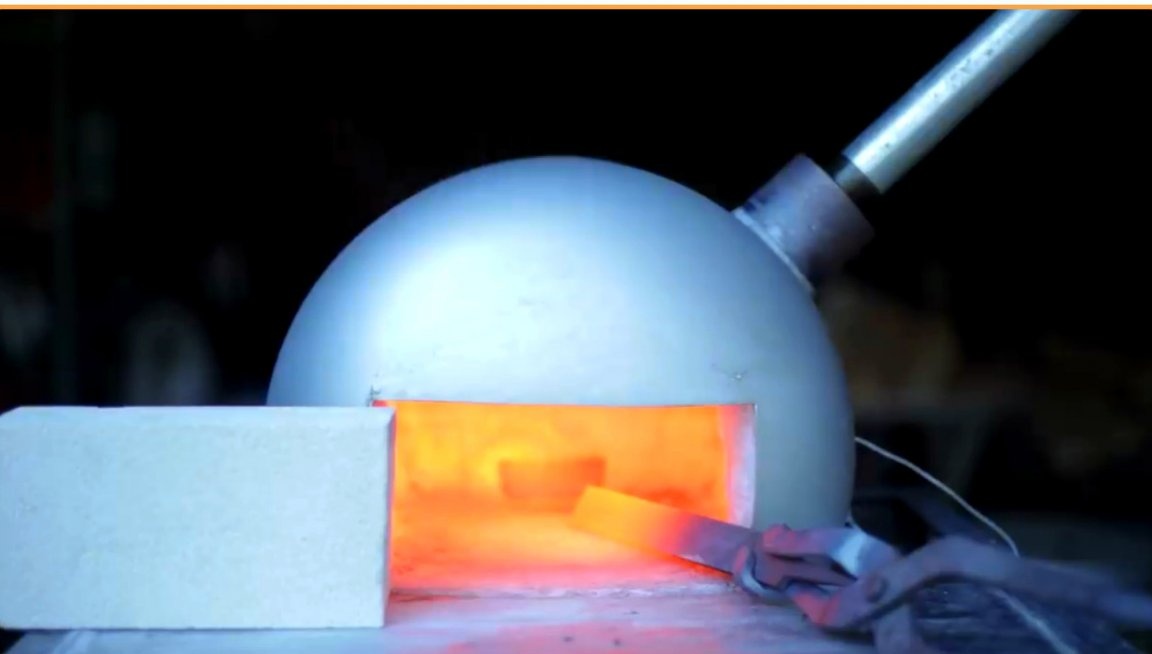
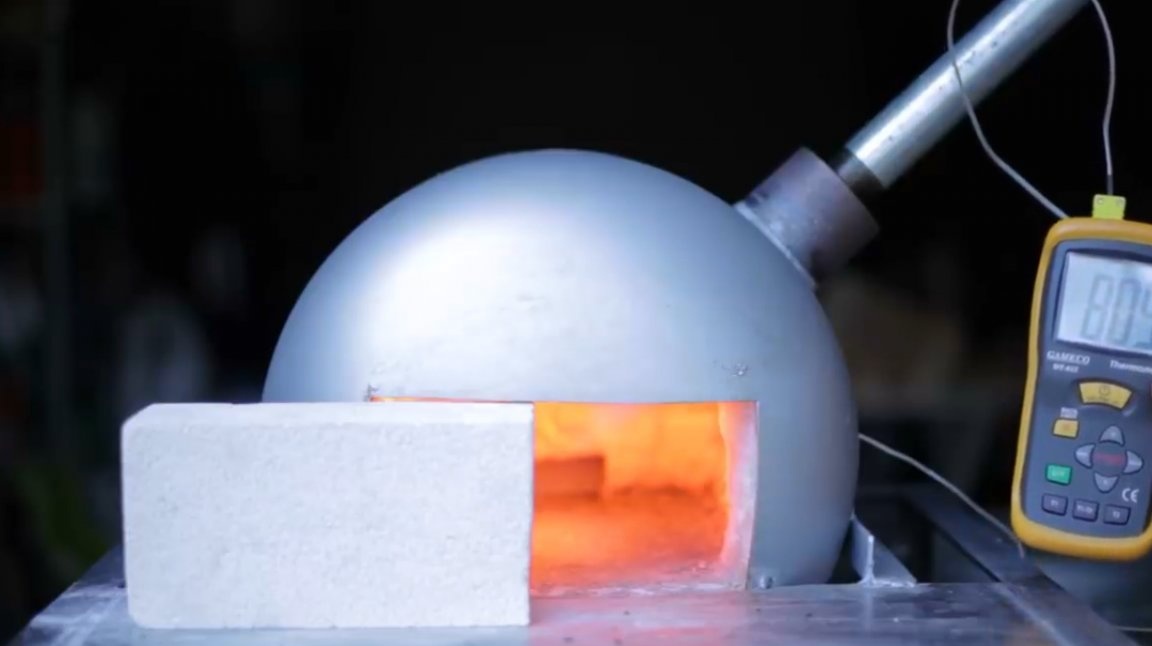
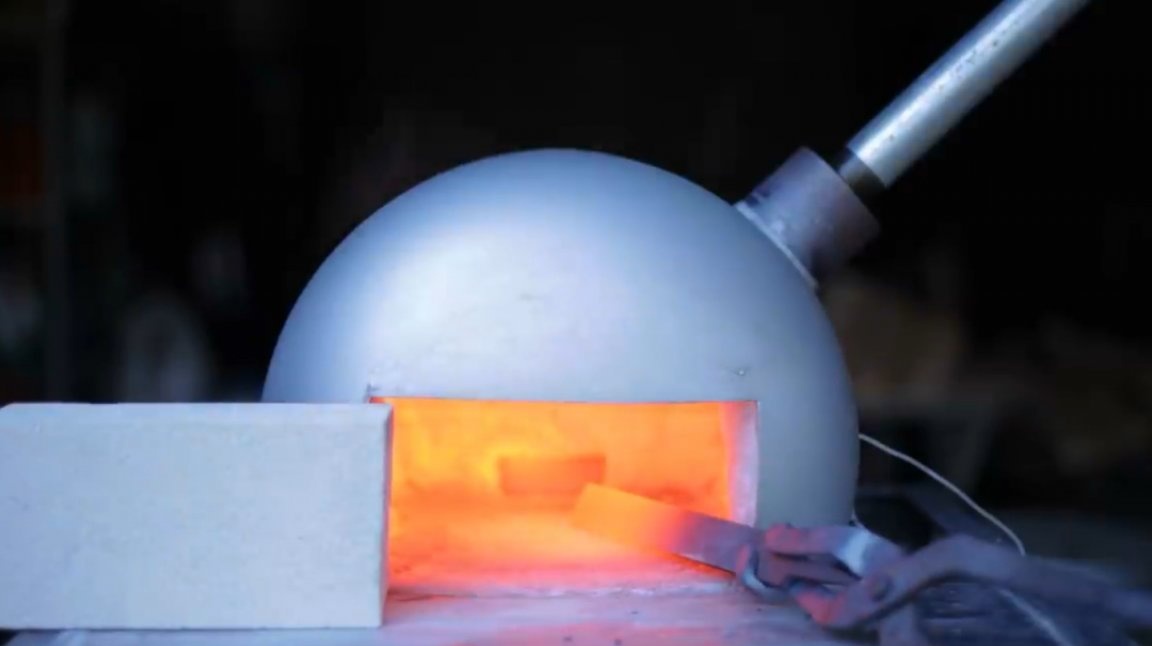
Gamit ang isang thermocouple, susukat ng may-akda ang temperatura sa loob ng hurno. Nag-drills ng isang butas para sa kanya, at nag-install ng thermocouple.



Samantala, pinutol ng may-akda at gumiling ang aerated na ladrilyo sa laki ng pagbubukas ng hurno.


Isinasara gamit ang mga scrap at likod, isang maliit na butas sa hurno.

Sinasaklaw nito ang katawan ng kalan na may pintura na lumalaban sa init.


Ang mga bakal na rack at crossbars ay pinahiran ng isang panimulang layer.

Sa loob ng dalawang araw, inihanda ng may-akda ang hurno para sa mataas na temperatura, pinainit ito sa maikling panahon at paglamig muli. At dito siya ang finale - 805 degree!


Salamat sa may-akda para sa simple ngunit kapaki-pakinabang kabit para sa workshop!
Lahat ng mabuting kalooban, good luck, at mga kagiliw-giliw na mga ideya!