
Minsan ang mga masters ay may problema sa pagbabarena ng mga shaft ng motor, at iba pang mga metal na ikot sa kahabaan ng coaxial center.
Sa artikulong ito, ang may-akda ng YouTube channel na "Lahat gawin mo mismo»Sasabihin sa iyo kung paano ito gawin nang hindi gumagamit ng isang hilo.
Ang pamamaraan na ito ay napaka-maraming nalalaman, at maaaring paulit-ulit kahit na sabahay mga kondisyon.
Mga Materyales
- langis ng makina.
Mga tool ginamit ng may-akda.
— Screwdrivermetal drills
- Kern.
Proseso ng paggawa.
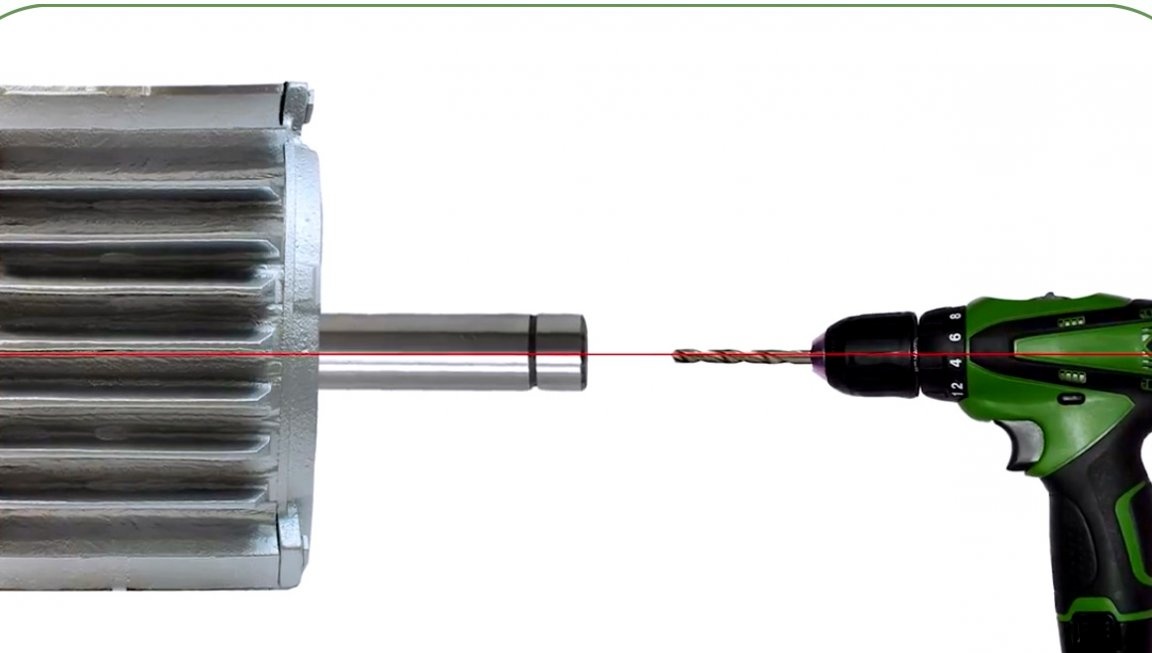
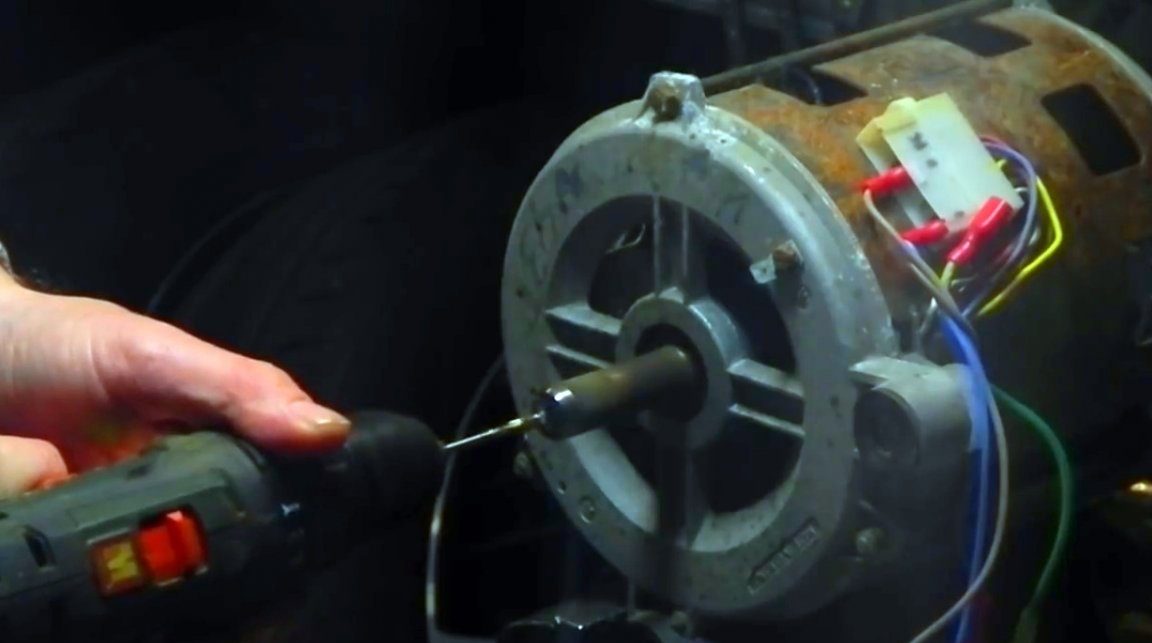
Kaya, ang may-akda ay nahaharap sa isang problema sa pag-iipon ng paggiling machine. Para sa paggawa nito, kinakailangan na tiyak na mag-drill ng isang butas na mahigpit sa gitna ng baras, at gupitin ang thread.

Kung walang paggamit ng isang pagkahilo, maaari lamang itong gawin nang manu-mano, gamit ang isang drill o distornilyador. Gayunpaman, kahit na may malawak na karanasan sa metalworking, praktikal na imposible na gawin ang isang pagkilos na sumusunod sa pagkakahanay.
Kapag ang pagbabarena gamit ang isang drill o distornilyador, ang isang bahagyang skew ay palaging magaganap, na hahantong sa malakas na mga panginginig ng boses ng machine.

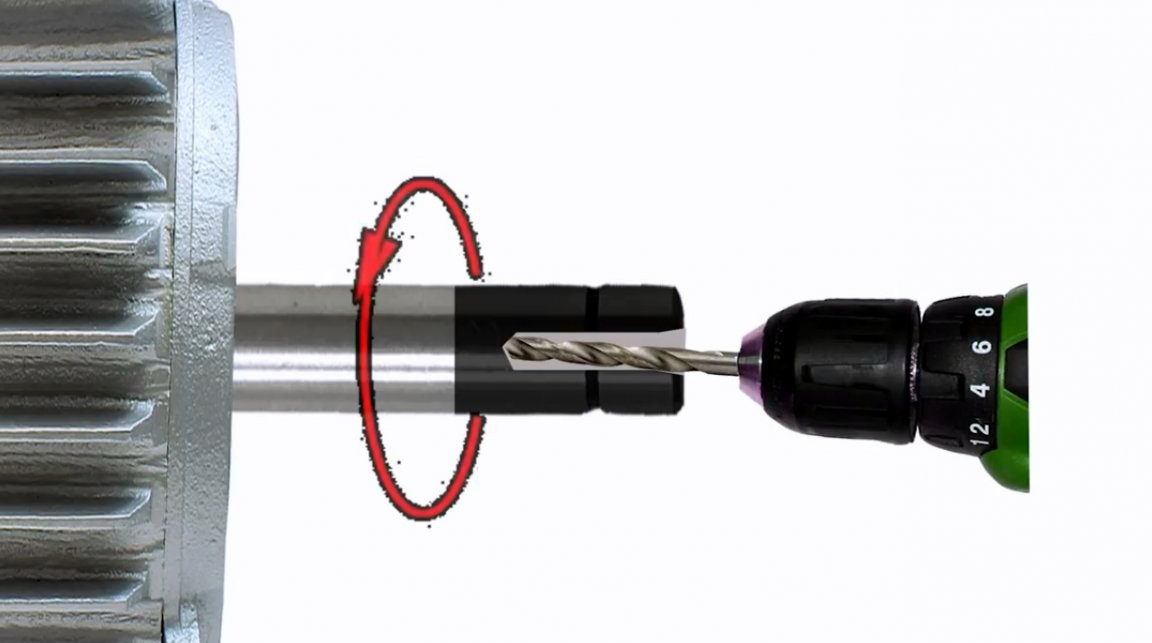
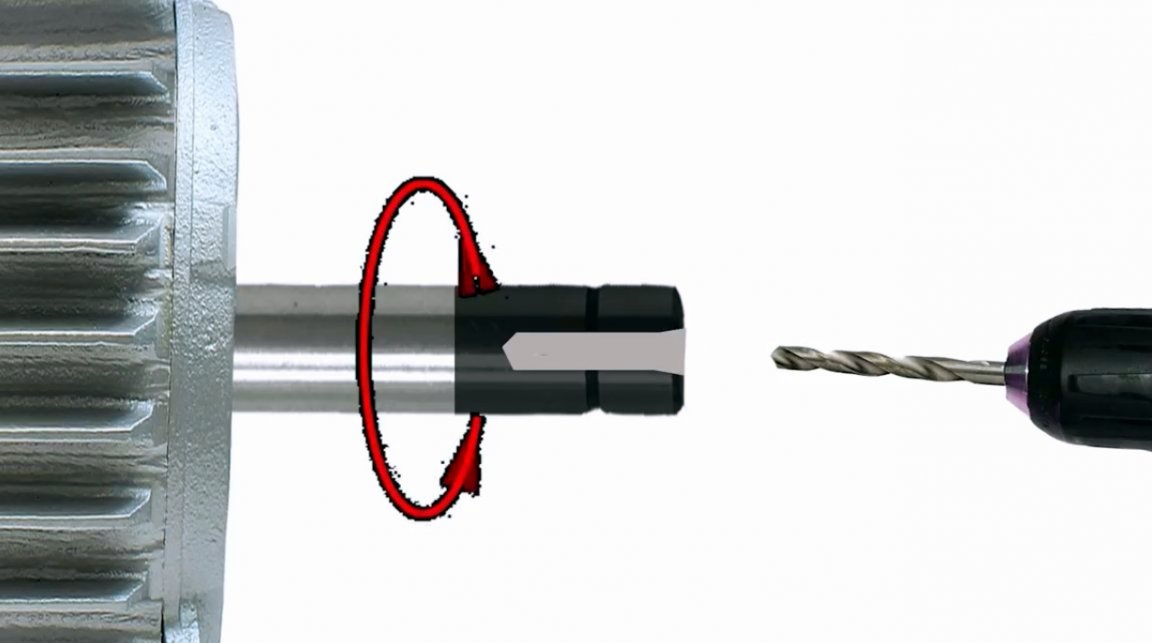
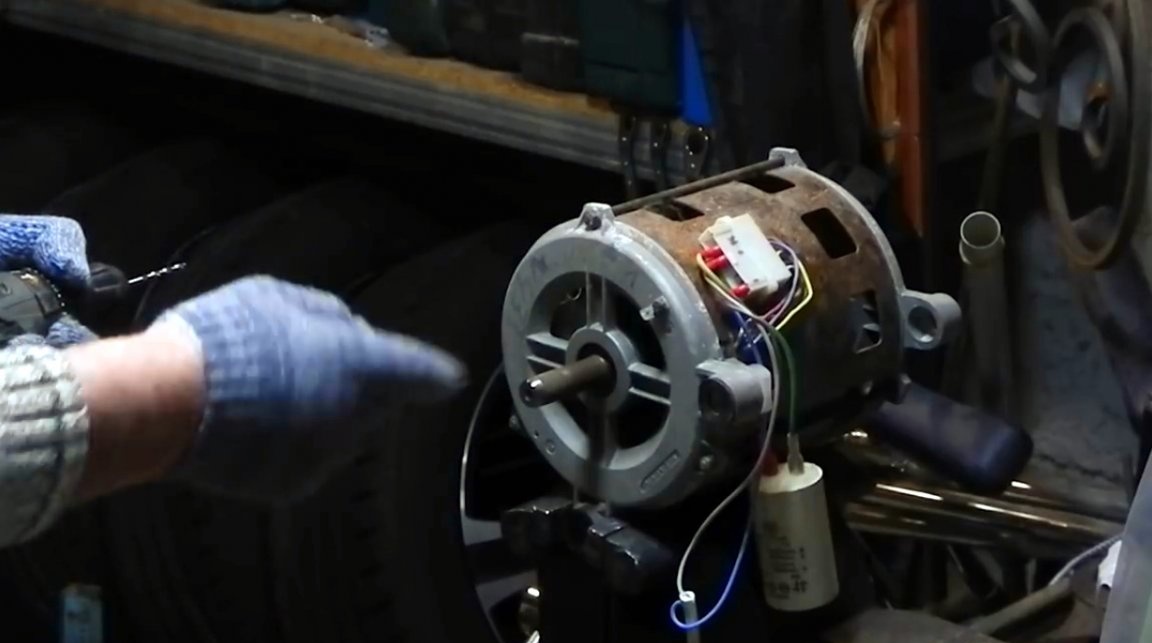
Ang problemang ito ay maaaring malutas nang simple. Kailangan mong hanapin ang gitna ng motor shaft, ikiling ito. Ang engine ay nagsisimula at pagbabarena ay isinasagawa. Ngunit may mga maliit na nuances.
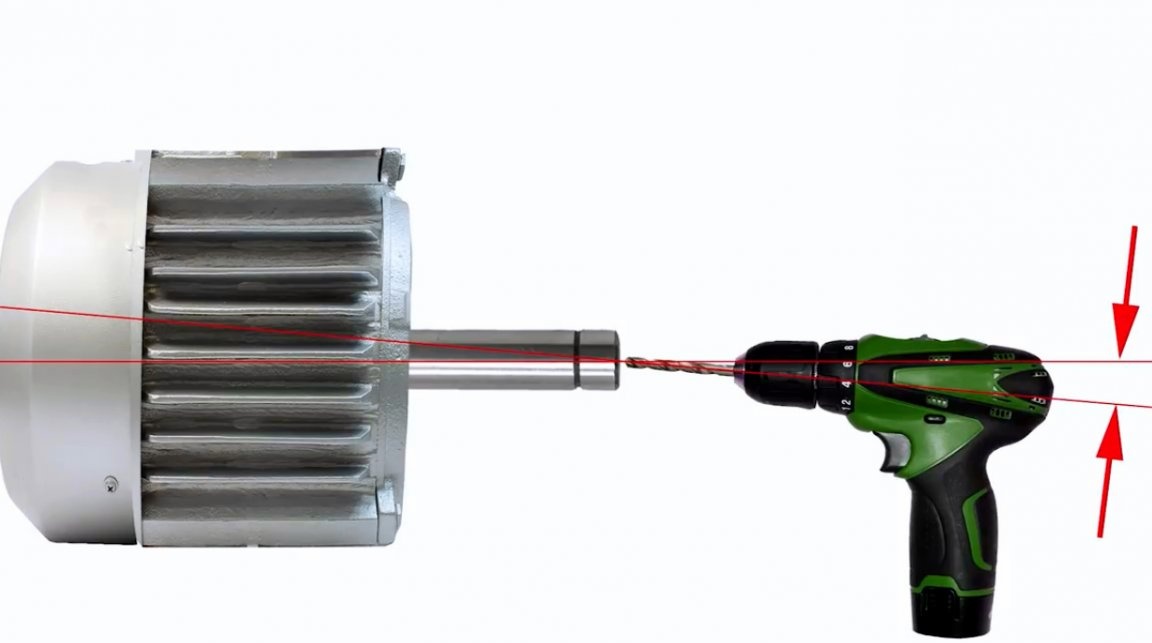
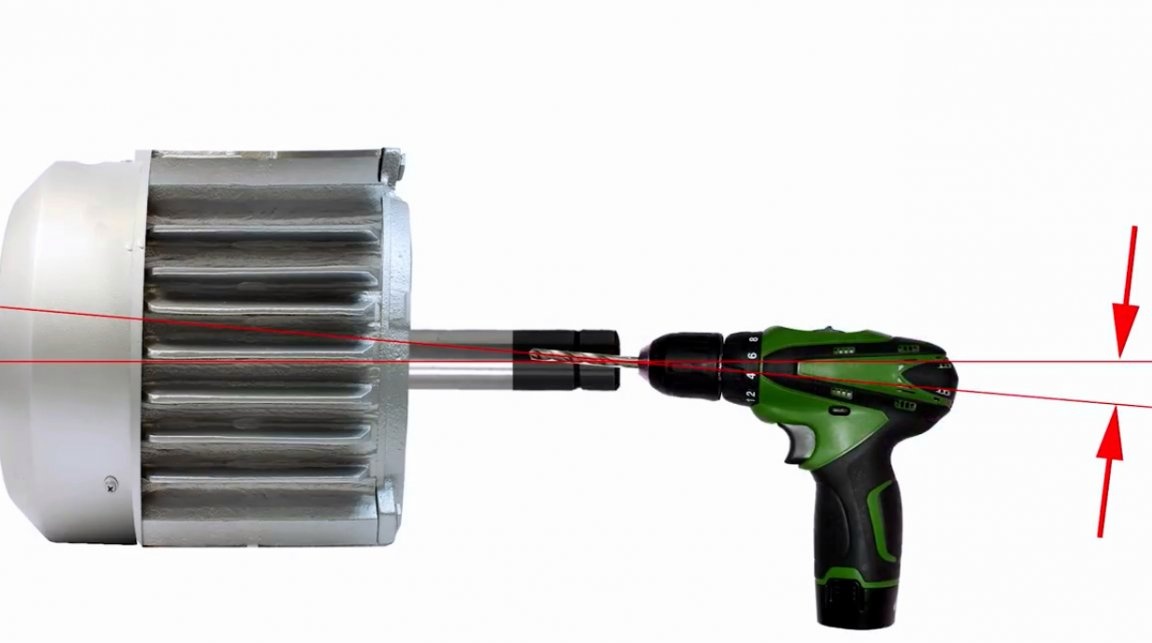
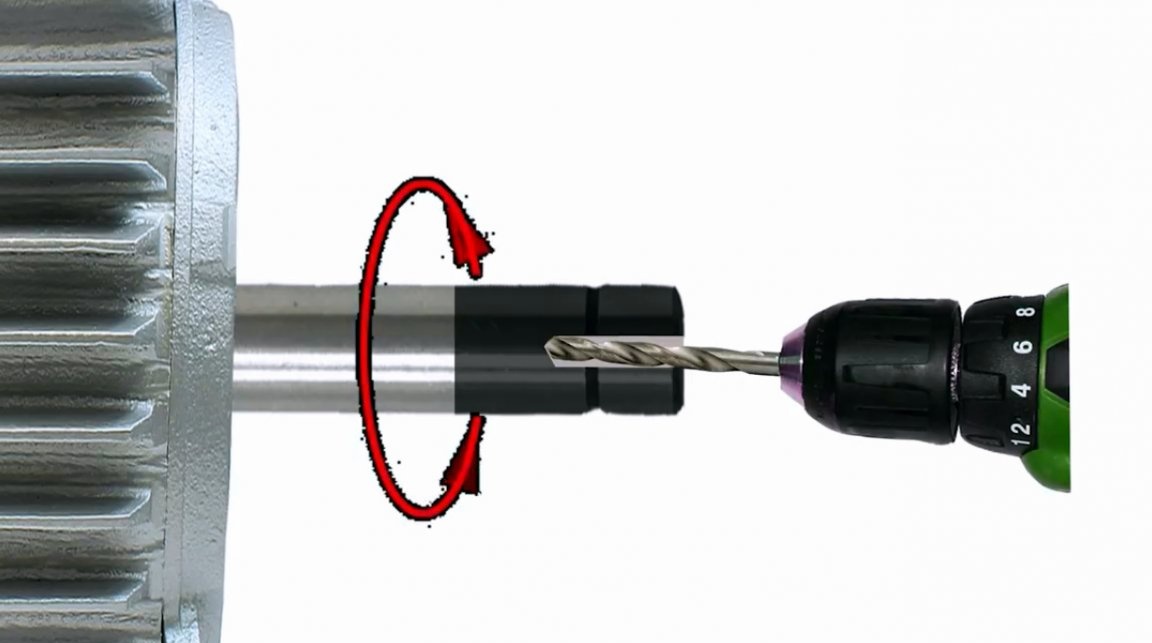
Sa pamamaraang ito ng pagbabarena, dapat na paikutin ang baras, at ang drill mismo - kasama nito. Sa kasong ito, ang skew ng drill ay tataas ang diameter ng butas. Ngunit ito ay igaganti sa pag-ikot ng baras. Sa kasong ito, ang butas ay magiging perpektong nakasentro, ngunit magkaroon ng isang bahagyang mas malaking diameter kaysa sa orihinal na drill.
Ang paraan ng pagbabarena ng mga butas sa isang lathe ay gumagana sa parehong paraan. Dito lamang walang skew ng drill na kamag-anak sa axis ng workpiece.

Ang unang mahalagang punto. Kinakailangan na mai-install ang ratchet sa distornilyador na may kaunting puwersa. Kapag nag-jamming ng isang drill, mas kaunti ang posibilidad na masira ito, at mag-iwan ng isang maliit na tilad sa loob ng workpiece.Ito ay hahantong sa alinman sa pag-ejection ng bahagi, o sa isang mahabang proseso ng paghuhukay ng mga labi mula dito.
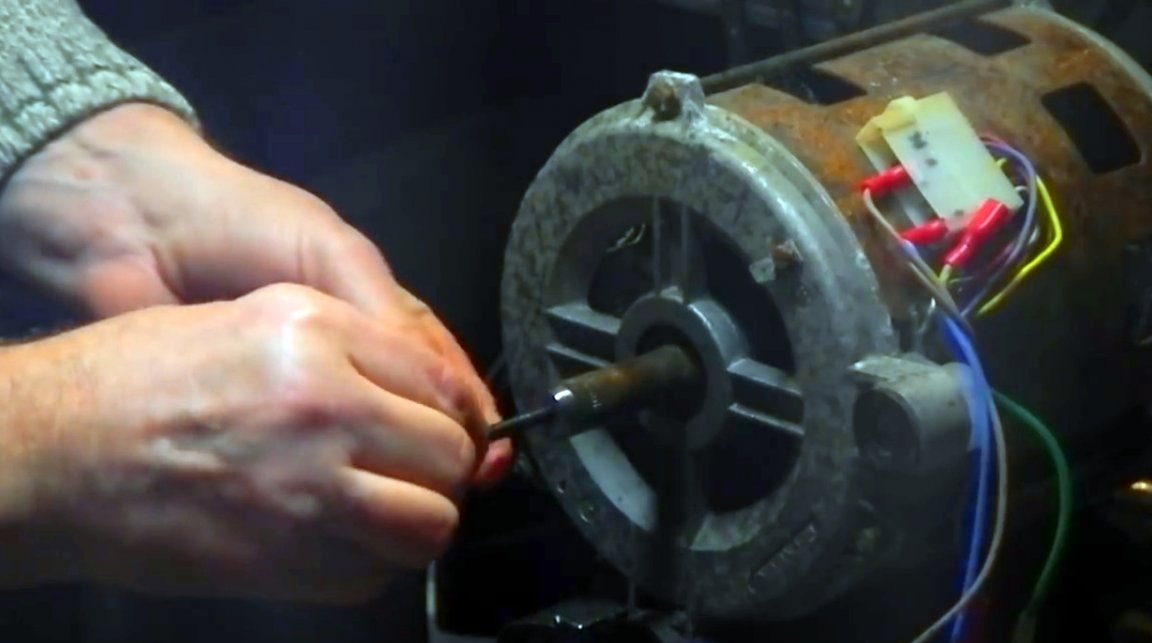
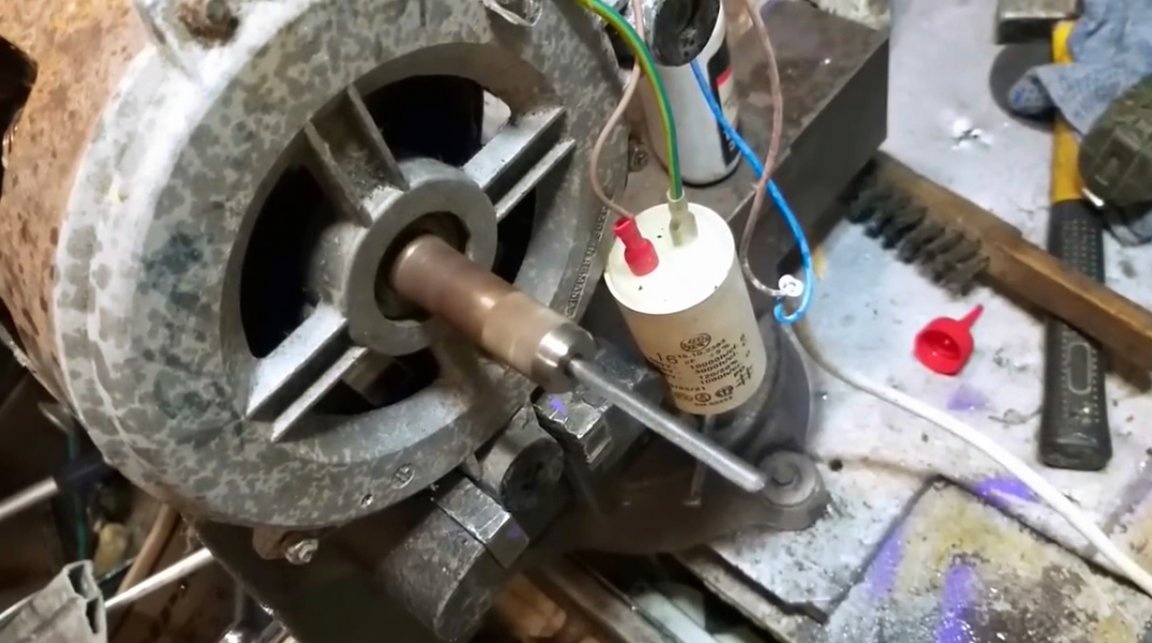
Ang mga sumusunod. Ang may-akda ay mag-drill ng baras ng isang induction motor mula sa isang lumang washing machine. Ang baras nito ay umiikot sa sunud-sunod. Pagkatapos para sa pagbabarena kakailanganin mong gamitin ang kaliwang drill. Ngunit wala ang may-akda, at malamang na hindi mo ito mahahanap. Susunod, ang wizard ay mag-aalok ng isang simpleng solusyon.
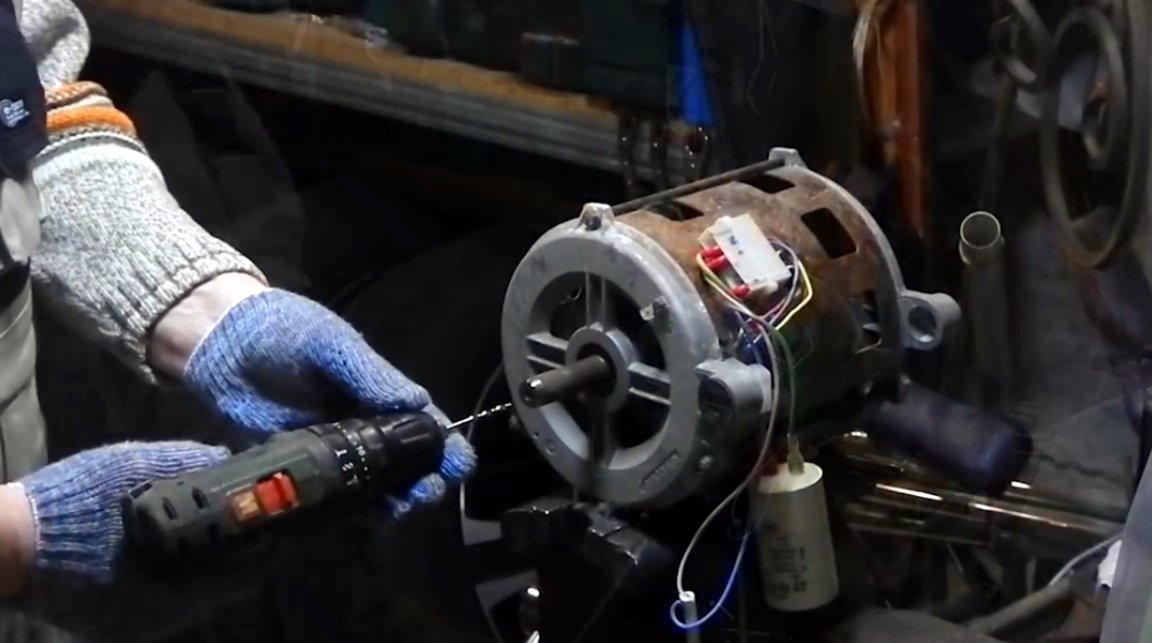
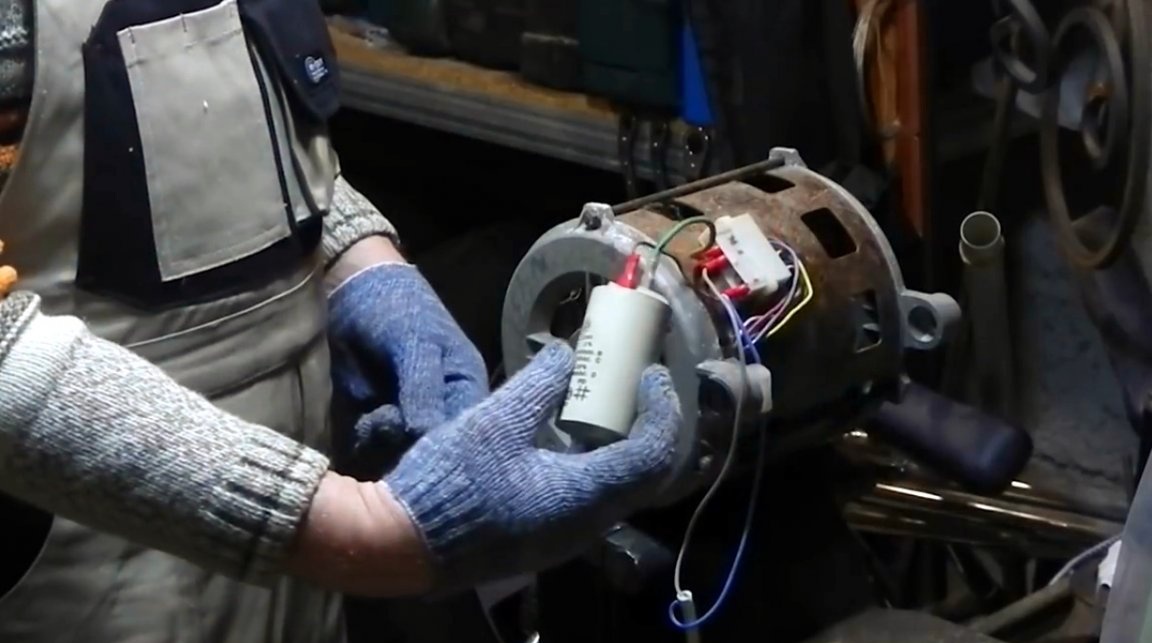
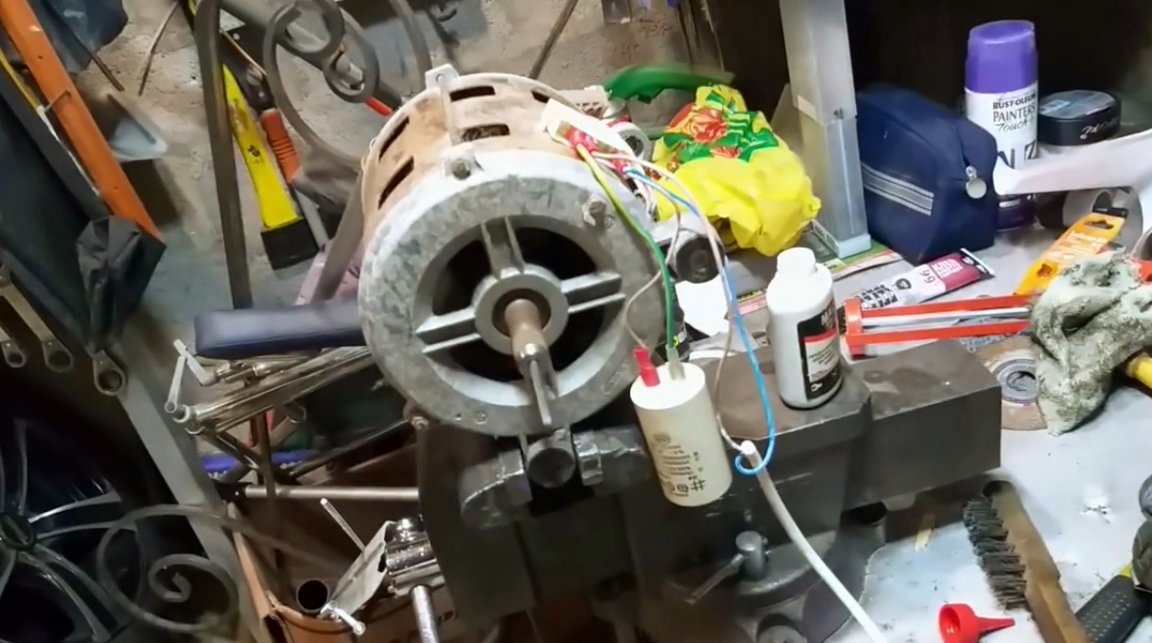
Ang pinakamadaling paraan ay upang idiskonekta ang panimulang kapasitor mula sa motor, ikonekta ito sa network, at manu-manong itakda ang direksyon ng pag-ikot ng rotor.


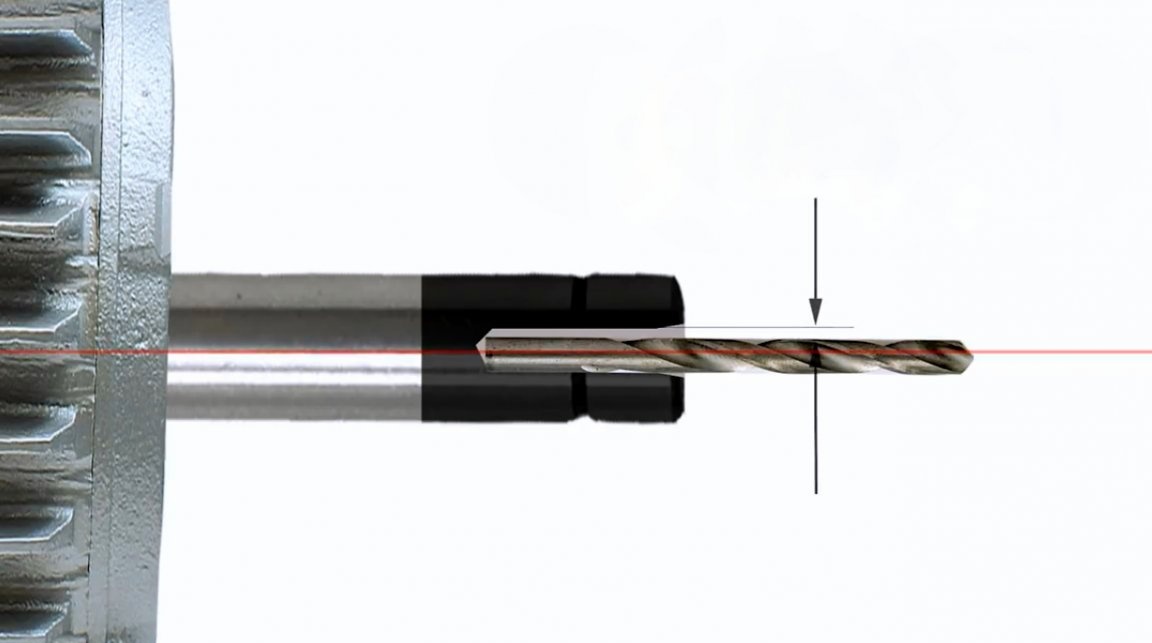
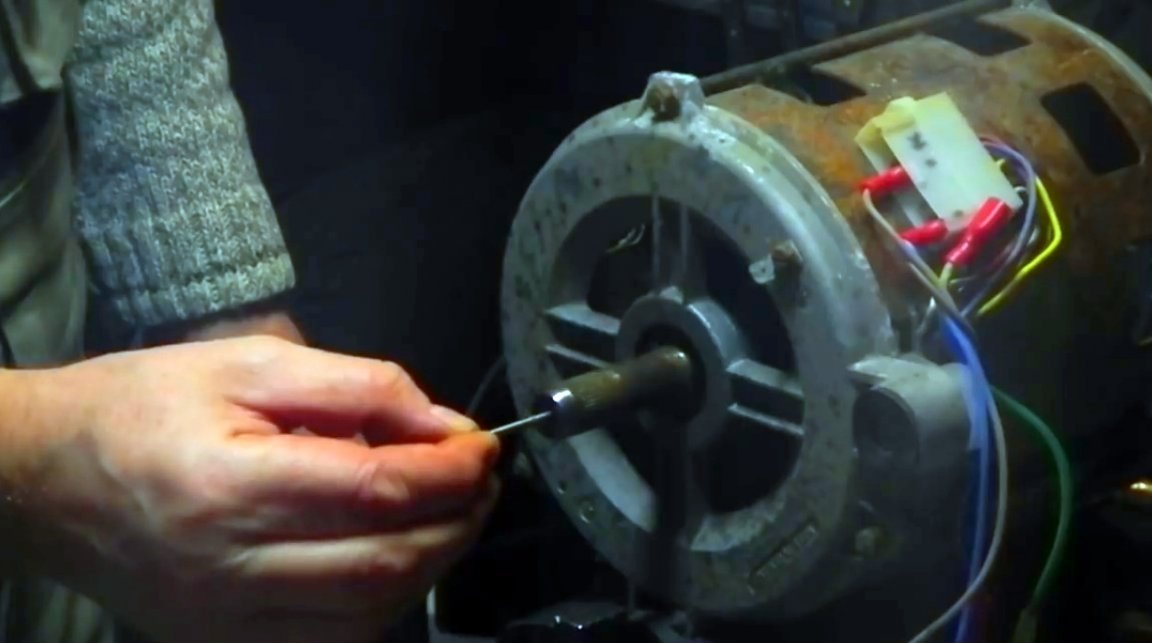
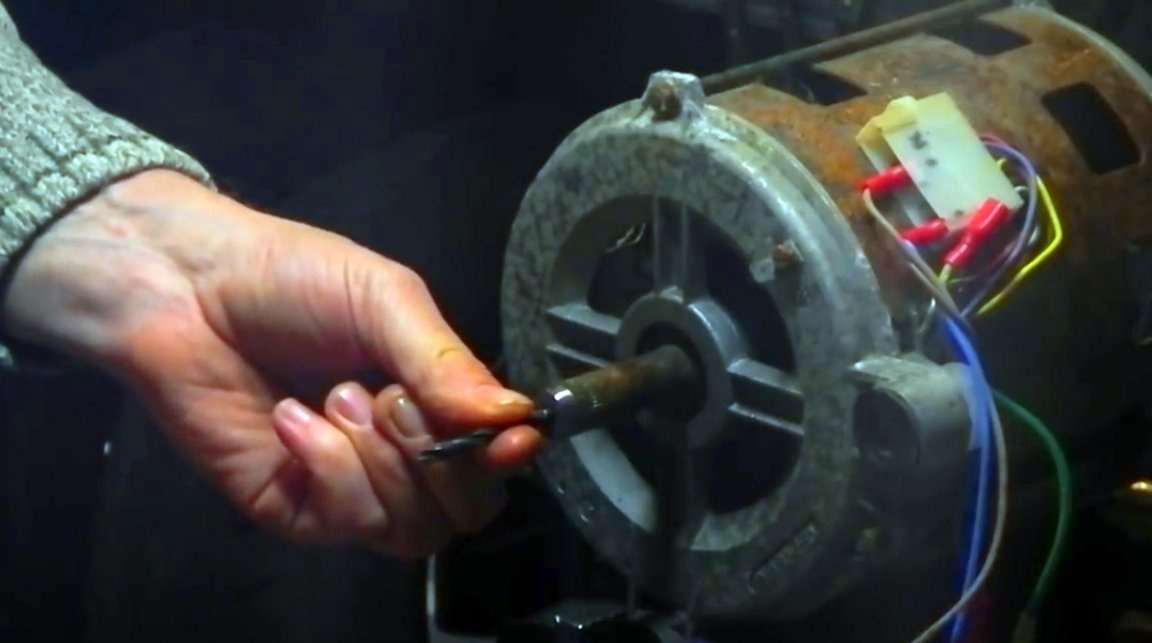
Ang master ay kailangang gumawa ng isang butas na may diameter na 5 mm para sa M6 thread. Upang mailapat ang pamamaraang ito ng pagbabarena, pumili siya ng isang drill na may diameter na 3 mm at nag-drills ng isang hole hole. Kapag ang pagbabarena, kinakailangan upang patuloy na lubricate ang drill na may langis ng makina, at huwag kalimutang alisin ang mga chips.



Matapos ang unang pagbabarena ng butas, kasama nito ang isang 3 mm drill na may malaking backlash, ngunit hindi na pumapasok ang 3.5 mm drill. Kinukumpirma nito ang paunang pagsasaalang-alang sa teoretikal.
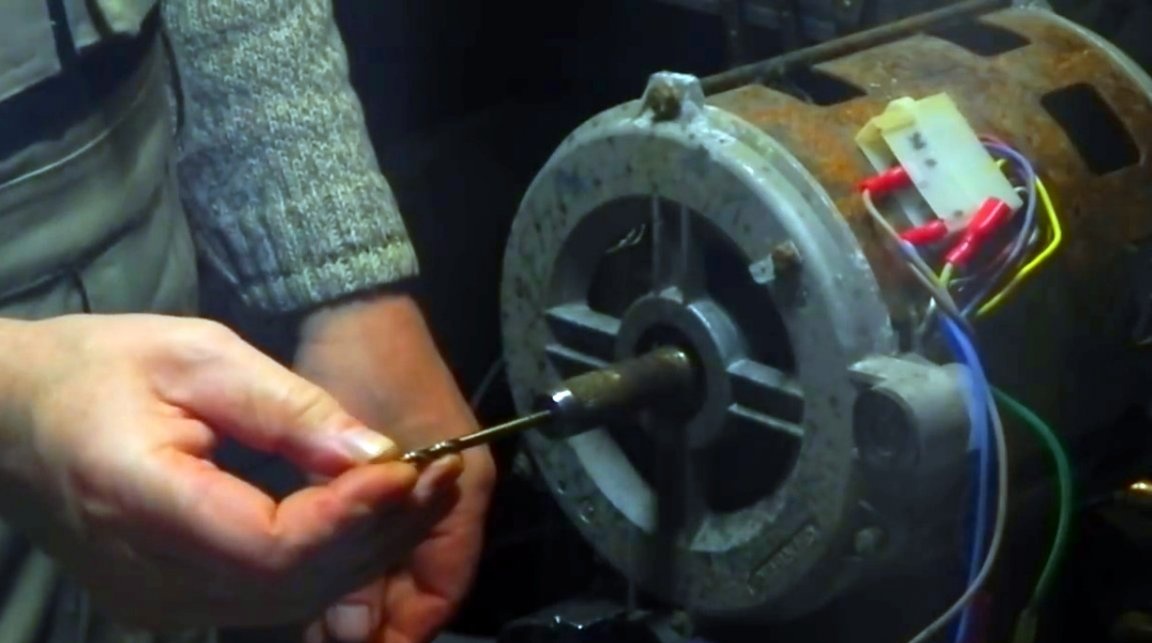
Nagpasya ang master na gawin ang pangalawang pass kasama ang isang 4.5 mm drill, sa pag-asa na ang naturang butas ay magiging 5 mm ang lapad. Gayunpaman, hindi. Narito, ang epekto ng gabay sa tube ay nagtrabaho na, at ang butas ay naka-out na may halos zero na paglalaro.
Kailangang mag-drill ang may-akda ng isang hole hole na may 5 mm drill. Matapos suriin, ito ay naka-out na ang nakapasok na shank ng drill ay walang paglalaro na may kaugnayan sa mga gilid ng butas.
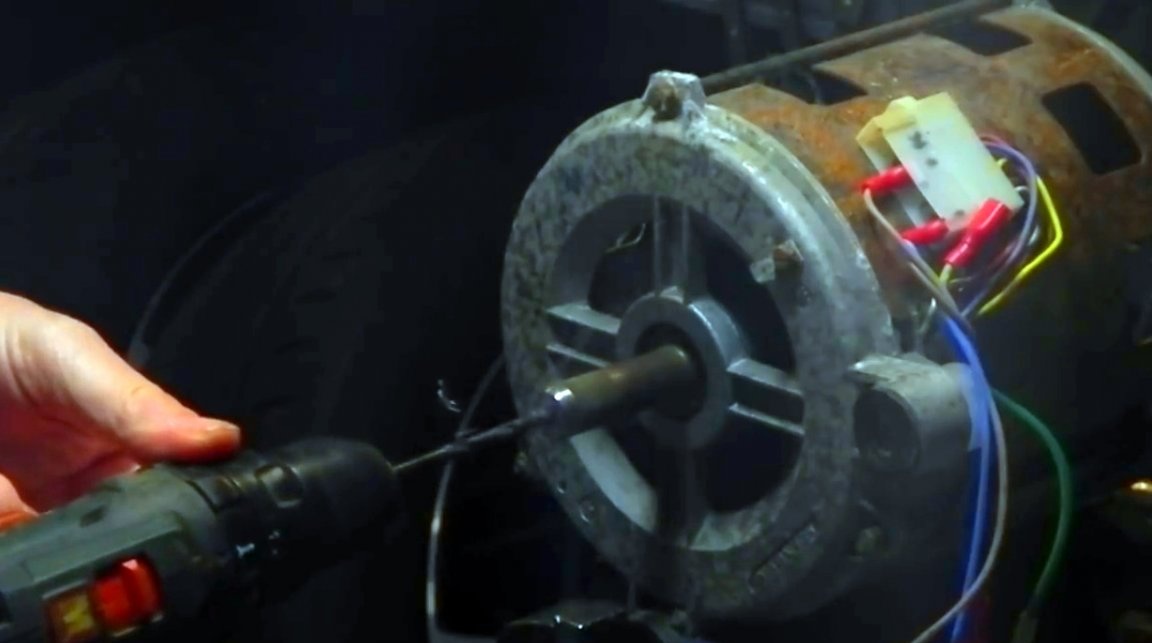
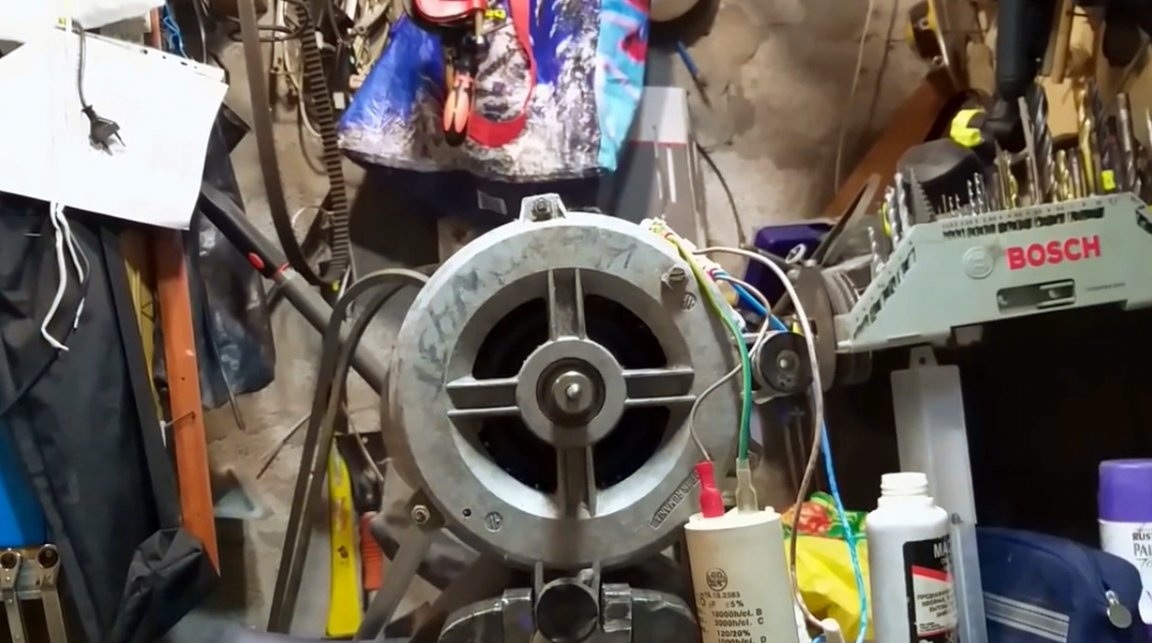
Ang pangwakas na suriin ng nakabukas na engine kasama ang drill na na-install ay nagpakita na walang mga beats, na nais makamit ng master. Sa parehong paraan, maaari kang gumawa ng mga butas sa mga stud o bolts, maliban na ang drill ay kailangang maayos sa isang vise, at ang workpiece mismo - sa chuck ng distornilyador.
Napakahalaga din na gumamit ng isang mataas na kalidad na core para sa pagmamarka ng sentro ng workpiece, para sa paggawa ng tulad ng isang semi-awtomatiko mga fixtures ay sinabi sa isang kamakailan-lamang na artikulo.


Salamat sa may-akda para sa isang simple ngunit talagang epektibo at tumpak na paraan upang mag-drill hole!
Kung mayroon kang mga kagiliw-giliw na mga produktong homemade, ibahagi ang mga ito sa site na ito. Dito makakakuha ka ng isang tunay na gantimpala, hindi isang "bungkos ng berdeng bagay" sa forum ng libangan.
Lahat ng mabuting kalooban, good luck, at mga kagiliw-giliw na mga ideya!
Ang video ng may-akda ay matatagpuan dito.