
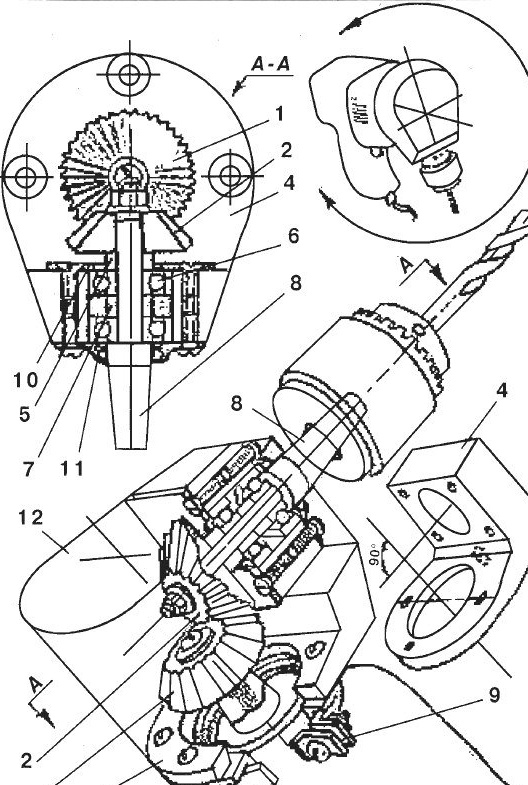
Fig. 1. Ang anggulo ng drill
Ang drill dito ay pinaikot na 90 ° na kamag-anak sa drill mismo. Ang pag-ikot ng axis ng pag-ikot ng spindle ay isinasagawa ng dalawang mga bevel spur gears: drive 1 at hinimok 2. Maaari silang mapili mula sa luma, lipas na mga instrumento at mekanismo. At ang mga sukat ng aparato ay nakasalalay sa laki ng mga gears. Tandaan: ang lapad ng gear ng pinion ay hindi dapat lumampas sa 38 mm - dahil sa pagpupulong ay dapat itong malayang dumaan sa butas ng flange 3. Sa mga natapos na bahagi, maliban sa mga gears, karaniwang bolts, nuts at washer, kakailanganin mo ang dalawa pang magkatulad na mga bearings ng bola 6, mas mabuti kung sila ay angular contact na may panloob na diameter ng 7 hanggang 10 mm. Alam ang laki ng mga gears at bearings, maaari mong simulan ang paggawa ng natitirang bahagi ng aparato sa isang turn, milling at pagbabarena machine. Sa isang lathe, isinubo ang butas ng pinion para sa electric drill cone. Piliin ang laki ng butas upang ang kono ay umaangkop sa gear nang hindi hihigit sa 3/4 ng kapal nito. Lumiko ang sulok 8 mula sa tool na bakal.Ikalkula ang mga sukat nito, na isinasaalang-alang ang kapal ng hinihimok na gear 2, ang taas ng mga bearings 6 at ang kapal ng spacer sleeves 5 at 7. Itahi ang isang dulo ng sulud papunta sa kono ng parehong sukat ng drill, dahil ang clamp ay naka-mount sa ito kartutso.
Mag-drill ng isang butas sa dulo ng iba pang at gupitin ang kaliwang thread sa ilalim ng tightening nut. Matapos i-on, higpitan ang sulud, at giling ang conical at cylindrical na ibabaw. Ang tindig na flange ay makinang din mula sa isang bakal na billet. Ang panloob na diameter nito ay dapat na katumbas ng diameter ng leeg ng electric drill. Dahil ang flange ay na-secure na may clamp 9, gumawa ng anim na pahaba na pagbawas sa shank nito. Sa pagtatapos ng flange, mag-drill ng apat na butas para ma-secure ang pabrika 4. Ngayon magpatuloy sa paggawa ng pinaka kumplikadong bahagi - ang pabahay.Pinakamabuting gawin ito mula sa duralumin o textolite bar. Ang labis na bahagi ng bar ayon sa pagguhit ay tinanggal sa milling machine. Sa isang pagbabarena machine, mag-drill ng dalawang butas para sa magkatulad na patayo na mga axes. Sa lungkot, nanganak ang mga butas para sa gear at goma. Huwag kalimutan na mag-drill butas para sa pagpupulong sa pabahay - apat para sa paglakip sa flange, walong para sa paglakip sa mga takip 10 at 11. Bigyang pansin ang axis ng spindle na mahigpit na kahanay sa sumusuporta sa eroplano ng pabahay. Lumiko ang spacer na manggas ng 5 at 7, sumasaklaw sa 10 at // mula sa blangko ng bakal. Sa takip 11, uka ng isang uka sa ilalim ng glandula - isang nadama na singsing na may panloob na diameter na katumbas ng diameter ng sulud. Ang katumpakan ng pagpupulong at ang kinakailangang anggulo ng gearing ay maaaring matiyak ng mga gasket ng aluminyo o tanso na foil, na dapat na mai-install sa pagitan ng flange 3 at pabahay 4. Sa wakas, i-lock ang lahat ng sinulid na koneksyon sa mga tagapaghugas ng tagsibol upang hindi sila lumiko sa panahon ng operasyon. Ang shinged casing 12 ay kinakailangan upang maprotektahan ang mga nagtatrabaho na katawan mula sa alikabok. Mas mahusay na i-cut mula sa sheet duralumin na may kapal na 1.5-2 mm. Lubricate ang lahat ng mga gasgas na ibabaw nang maayos bago gamitin.