
Ang isang pabilog na lagari ng koryente ay isang napaka-kapaki-pakinabang na bagay sa anumang sambahayan; ayon sa antas ng pangangailangan, marahil sa pangalawang lugar pagkatapos ng isang electric drill. Kung kailangan mong gumamit ng lagari at hindi lalo na madalas, nasa kaunting pagkakataon pa rin sa paggawa ng mga bahagi inirerekumenda kong makakuha ng tulad ng isang makina. Ang lagari ng iminungkahing disenyo ay maaaring maging kagamitan hindi lamang sa isang talim ng lagari na may diameter na hanggang sa 200 mm, kundi pati na rin sa pagputol at paggiling ng mga gulong, isang gilingan at isang unibersal na ulo ng gawa sa kahoy.
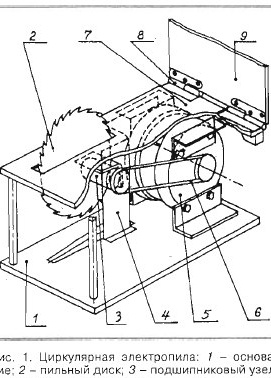
Ang mga pangunahing sangkap ng electric saw sa iminungkahing embodiment ay sumailalim sa mga makabuluhang pagbabago sa istruktura na nauugnay sa pagpapalakas ng mga pagbabago sa istraktura at layout: ang yunit ay walang prutas (Larawan 1). Hindi tulad ng prototype, ang disenyo ng lagda na ito ay nagbibigay hindi lamang sa kahoy na pagmamasid, kundi pati na rin ang pagplano at paggiling, pati na rin ang tool ng paghasa at pagputol ng metal.
Ang batayan ng disenyo na ito ay isang de-koryenteng motor mula sa isang washing machine, halimbawa, i-type ang DAO-A. Ang bentahe ng motor na ito ng kuryente ay ang pambihirang pagiging maaasahan, at ibinigay na nagpapatakbo ito sa mas kanais-nais na mga kondisyon sa electric saw, ginagawang direktang kahulugan upang matiyak ang operasyon nito sa isang mas pinilit na mode, pinapalitan ang start relay sa isang sistema ng pagsisimula ng capacitor, na ilalarawan sa ibaba.
Ang batayan ng saw ay naka-save mula sa playwud o mga board na may kapal na hindi bababa sa 20 mm na may sukat na 300 x 500 mm. Ang de-koryenteng motor ay naayos sa base na may mga turnilyo sa MB na may isang conical head na gumagamit ng mga anggulo na may sukat na 50 x 50 mm at isang haba ng 140 mm, na nakakabit sa electric motor sa pamamagitan ng sariling pamantayang mga bolts upang ang mga pahalang na istante ng mga sulok ay nakadirekta palabas mula sa makina.
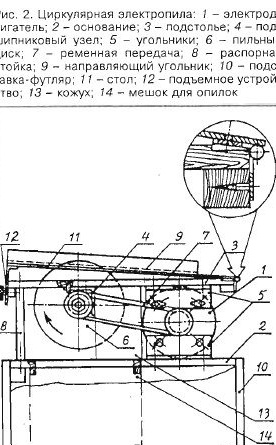
Sa isang katulad na paraan, ang isang suporta na gawa sa playwud na may kapal na hindi bababa sa 15 mm at pagkakaroon ng humigit-kumulang sa parehong mga sukat sa plano habang ang base ay nakalakip sa itaas na bahagi ng electric motor (Larawan. 2). Ang mga pagbubukas sa mga parisukat na nagsisilbing ikabit ang mga ito sa engine, upang matiyak ang pag-igting ng belt drive, ay may pinahabang hugis. Sa halip na ang karaniwang mga mani ng mga bolts ng itaas na engine, ang isang bakal na bar na may sukat na 120 x 20 x 4 mm na may mga butas na may M8 na may sinulid na kung saan ang mga bolts ay screwed. Ang underframe at base sa lugar sa tapat ng makina ay konektado ng mga spacer na gawa sa isang metal bar na may diameter na 15 mm.
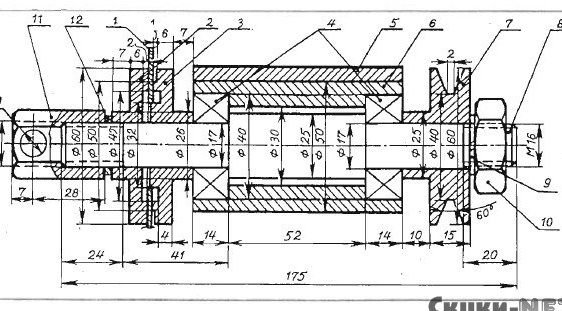
Ang mga butas ng bola ng baras kung saan naka-mount ang talim ng saw at belt pulley ay naka-install sa pabahay ng pagpupulong. Tulad ng para sa paggawa ng tirahan ng pagpupulong ng tindig, baras at mga bahagi na ginamit upang ma-secure ang talim ng gabas (Larawan. 3), ipinapayong ipagkatiwala ang kanilang paggawa sa isang kwalipikadong tagalikod, dahil hindi lamang ang kaligtasan at pagiging maaasahan ng makina sa pagpapatakbo, kundi pati na rin kalidad ng paggawa ng kahoy.
Ang tirahan ng pagpupulong ng tindig ay makina mula sa bakal 20, idinisenyo ito para sa pag-install ng mga bearings ng uri 203, na maaari, halimbawa, ay dadalhin mula sa bomba ng tubig ng Moskvich 402-408 o binili sa isang tindahan ng kotse. Ito ay kanais-nais na gawin ang spindle shaft at ang mga pangkabit na bahagi ng saw blade na gawa sa mas mataas na kalidad na bakal, halimbawa, bakal 45. Ang mga sukat ng mga bahagi ng pangkabit ng talim ng saw ay nagbibigay-daan sa pag-install ng mga disk sa isang panloob na diameter ng butas na 32 mm at 50 mm.
Ang tirahan ng pagpupulong ng pagdadala ay welded sa isang square square na may sukat na 75 x 75 mm na may kapal ng pader na 5-6 mm, haba ng 82 mm, na kung saan ang pagpupulong ng tindig ay naayos sa base gamit ang mga screw ng MB na may mga conical na ulo. Ang mga sinulid na butas na ginamit upang ilakip ito sa base ay dapat na drill bago ang welding gamit ang isang template, na kung saan ang mga butas ay kasunod na drilled sa base. Ang mga upuan ng tindig ay welded na may tisa upang maiwasan ang pag-welding ng metal spatter bago mag-welding. Dapat pansinin na ang lahat ng kasunod na mga butas sa mga bahagi na sasamahan ay inirerekumenda na drill magkasama sa panahon ng magaspang na pre-pagpupulong na proseso, kabilang ang paglalagay ng butas sa underframe, na nagsisilbi mag-install ng isang tool sa pagputol na may tinatayang laki ng 200 x 30 mm.
Ang desktop ay gawa sa duralumin 4-5 mm makapal o textolite, vinyl plastic o duralumin 8-10 mm makapal. Upang maipasa ang talim ng saw, isang puwang na halos 10 mm ang lapad ay ginawa sa talahanayan. Maaari itong gawin mamaya, sa proseso ng pagsuri sa pagpapatakbo ng makina. Ang isang boss ay screwed sa dulo bahagi ng underframe, na kung saan ang mga halves ng nababaluktot na pintuan ng card na bisagra 90-100 mm ang haba (kanan at kaliwa) ay pinahigpitan ng mga screws ng M5 diameter, na kinabibilangan ng mga banig na halves na may mga pin, M5 conical head screws na nakakabit sa desktop. Ang mga katapat na tiyakin na ang orientation ng mga countersinks sa mga bisagra plate na may mga headener ng fastener ay pinagpapalit: ang kanang kalahati ay sumali sa kaliwa, at ang kaliwa sa kanang counterpart.
Sa kabaligtaran na bahagi ng talahanayan ay mayroong isang aparato na sumusuporta sa pag-aangat na nagbibigay ng maayos na pagsasaayos ng pagtaas ng gilid ng talahanayan na nauugnay sa talahanayan at, nang naaayon, ang kinakailangang output ng mga gilid ng tool ng pagputol na nauugnay sa ibabaw ng mesa. Sa unang yugto ng pagmamanupaktura ng makina, sa pangkalahatan ay nagsasalita, maaari mong gawin nang walang isang nakakataas na aparato, pag-aayos ng talahanayan sa underframe at pag-aayos ng pag-angat ng mesa sa pamamagitan ng pagtatakda ng mga washers.
Bago pinindot ang mga bearings sa pabahay, dapat silang lubricated na may LITOL-24 na grasa. Kapag gumagamit ng mga bearings na may iba pang mga sukat, dapat na ayusin ang mga kadena ng sukat ng pabahay ng pagdadala. Ang mga mani ay mas mainam na ginamit na handa na. Ang hinihimok na kalo ay maaaring maiakma mula sa isang lumang washing machine o makinang mula sa isang haluang metal na aluminyo.
Ang drive belt ay dapat magkaroon ng isang haba ng humigit-kumulang na 600 mm, kung hindi man ay hindi posible ang paggamit ng mga tool sa paggupit na may diameter na 200 mm o higit pa: 1 Ang ilang mga washing machine ay nilagyan ng mga ganitong sinturon lamang. Sa kumbinasyon ng isang maliit na tool sa pagputol ng diameter, siyempre, "mas maiikling sinturon ay maaari ding gamitin.
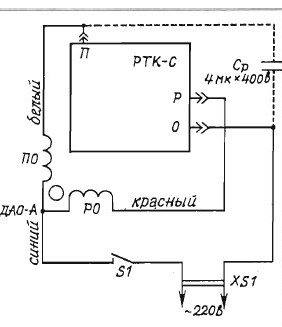
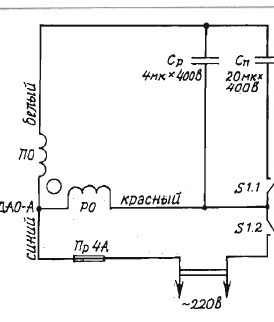
Ang karaniwang pamamaraan para sa pag-on sa electric motor ng lagari ay ipinapakita sa Fig. 4. Ang panimulang relay ng uri ng RTK-S ay naayos na malapit sa motor upang ang arrow sa katawan nito ay naka-orient nang patayo pataas - kung hindi man ay hindi gumana nang tama ang relay. Ipinakita ng kasanayan na mas ipinapayong gumamit ng isang sistema ng pagsisimula ng kapasitor (Fig. 5), dahil nabanggit na sa pagkakaroon ng isang nagtatrabaho kapasitor, ang metalikang metalikang engine ay kapansin-pansin na mas malaki.
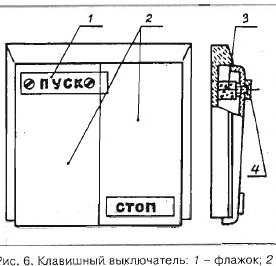
Ang sistema ng pagsisimula ng capacitor ay hindi nangangailangan ng paggamit ng isang panimulang relay. Ang panimulang kapasitor ay awtomatikong pinatay sa tulong ng isang nabagong dalawang key switch. Ang Start key (Fig. 6) ay nilagyan ng isang nababanat na elemento - isang piraso ng foam goma o espongha goma na may sukat na 5 x 10 x 20 mm, na tinitiyak ang susi ay ibabalik sa orihinal na estado nito. Ang checkbox na nakalakip sa key na ito ay nagbibigay ng awtomatikong operasyon ng pangalawang seksyon ng switch S2, na nagbibigay ng kapangyarihan sa electric motor.
Sinimulan ang electric motor sa pamamagitan ng pagpindot sa pindutan ng "Start" para sa oras kung saan ang motor ng kuryente ay umabot sa bilis ng operasyon nito. Matapos mailabas ang pindutin, ang "Start" key na may nababanat na elemento ay bumalik sa paunang estado nito, binubuksan ang mga contact ng SI, na ididiskonekta ang mga panimulang capacitor, habang ang "Stop" key ay nananatili sa estado, isinasara ang mga contact ng S2. Huminto ang motor sa pamamagitan ng pagpindot sa pindutan ng Stop. Kapag gumagamit ng isang sistema ng pagsisimula ng kapasitor, kinakailangan upang mag-install ng isang piyus para sa isang kasalukuyang ng tungkol sa 6A.
Upang ayusin ang pag-igting ng sinturon, ang mga mani ng mga rod rod ay pinakawalan at ang underframe ay inilipat na kamag-anak sa makina, pagkatapos kung saan ang mga mani ay mahigpit na muli. Dapat tandaan na sa panahon ng masinsinang paggamit ng isang electric saw na may gamit na isang sistema ng pagsisimula ng kapasitor, ang regular na sinturon ng paghahatid ay maaaring maging pinakamahina na link sa makina. Sa kasong ito, maaaring magamit ang isang belt drive na may isang double belt.
Kapag ginagamit ang karaniwang sistema ng pagsisimula ng motor, ipinapayong maikonekta ang kapasitor Cp sa mga terminal ng panimulang relay na "O" at "P", tulad ng ipinakita ng may tuldok na linya sa Fig. 4, bagaman sinusubaybayan ng simula ang relay ng instant ng pagdaragdag ng kasalukuyang malinaw, hindi pinapayagan ang electric motor na magkaroon ng makabuluhang higit na lakas.
Ang mga detalye ng sistema ng pagsisimula ng electric motor ay naka-mount sa isang metal na kalasag na z-shaped sa lugar, na nagsisilbing protektahan ang electric motor mula sa sawdust. Ang kalasag ay gawa sa galvanized na bubong na bakal at ginawang mga M8 nuts sa nakausli na mga dulo ng mas mababang pagkabit ng mga bolts ng de-koryenteng motor sa layo na mga 35 mm mula dito at naka-screwed sa base na may mga tornilyo. Ang isang key switch ay naka-mount sa harap na ibabaw ng kalasag, at ang mga capacitor ay naka-mount sa likod na bahagi.
Ang isang bolt ng MB ay nakalakip sa talahanayan na may gabay na gawa sa isang duralumin bracket na may sukat na 50 x 50 mm at isang haba ng 600 mm, kung saan ang isang pamilya ng mga butas na may diameter na 6 mm ay drilled, na pinapayagan ang gabay na naayos sa talahanayan kahanay sa saw blade sa kinakailangang distansya. Maipapayo na mag-install ng mga may sinulid na bakal na bushings sa mesa.
Sa base ng gabas, gumawa ng isang slot ng trapezoidal na may sukat: Sa mga base ng trapezoid 70 at 30 mm, ang taas ng trapezoid ay 150 mm. Ang slot ay nagsisilbi sa pag-dump ng sawdust mula sa ilalim ng disk sa isang imbakan na plastic bag, na kung saan ay ilagay sa leeg na ginawa sa ilalim ng puwang at naayos ito sa twine o nababanat. Ang sawdust ay kapaki-pakinabang bilang isang malts sa paghahardin, pati na rin isang basura para sa mga cell ng maliliit na hayop, tulad ng mga hamsters. Siyempre, para sa pagpapanatili ng mga hayop na sawdust mula sa chipboard, atbp. hindi pinapayagan ang paggamit.
Ang power saw ay naka-install sa isang napakalaking stand na gawa sa hardwood boards, tulad ng birch, na may kapal na hindi bababa sa 25 mm. Sa loob ng kinatatayuan, malapit sa mga sulok ng kahon, ang mga lug ng laki na 40 x 40 x 40 mm ay inilalagay, kung saan nakasalalay ang base ng makina. Ang paninindigan ay nagsisilbing isang kaso para sa pag-iimbak ng lagari, kung saan ang lagari ay nakabaligtad at inilagay sa parehong boss, ngunit maaari ding magamit bilang isang tipaklong para sa pagkolekta ng sawdust, dahil ito ay nilagyan ng isang ilalim.
Pinapayagan ng disenyo ng pagpupulong ng spindle ang pag-install ng isang malawak na hanay ng iba't ibang mga tool sa paggupit at paggiling. Pinag-uusapan ang pagpili ng mga blades ng lagari, maaari naming inirerekumenda na bumili muna ng talim para sa pahaba na lagari na may kapal na 1.6 mm, isang diameter ng 200 mm na may 48 ngipin.Sa pangkalahatan, ang kapangyarihan ng makina ng lagari ay hindi masyadong makabuluhan, kaya huwag subukang akma ang mga blades ng saw ng malaking diameter at kapal; huwag bumili ng mga disk na inilaan para sa pagputol ng cross: kung ang isang paayon na lagari at sawing sa buong mga hibla ay lubos na kasiya-siya, pagkatapos kapag sinubukan mong makita nang paayon gamit ang isang cross-cut saw, nakakakuha ka ng mahirap.
Dapat tandaan na kapag nakita ang malalaking halaga ng chipboard, isang maginoo na bakal na nakita ang talim na "umupo" nang napakabilis dahil sa pagkakaroon ng iba't ibang solidong pagkakasulat sa materyal. Samakatuwid, kung kailangan mong makita ang mga makabuluhang dami ng chipboard, ipinapayo ko sa iyo na makakuha ng isang talim ng lagari na may paggupit na mga gilid na may mga pagsingit ng karbid.
Ang mga tirahan ay pinaka-produktibong napili sa isang gilingan na may panlabas na diameter ng 125 mm, na may isang landing hole na 32 mm. Ito ay lubos na kapaki-pakinabang upang makakuha ng isang cut disc para sa metal na may kapal na 3 mm, na may seating diameter na 32 mm, at isang panlabas na diameter na hanggang sa 200 mm, bagaman gumagamit ng mga sentro ng tagapaghugas ng pinggan, posible na mag-install ng mga disk sa isang seating diameter na 22 mm. Sa kasong ito, ang pagputol ng metal at profile ay hindi magiging anumang mga problema para sa iyo. Kung gumagamit ka ng isang milling cutter o isang cut disc, ang butas sa desktop ay maaaring kailanganing palawakin nang bahagya.
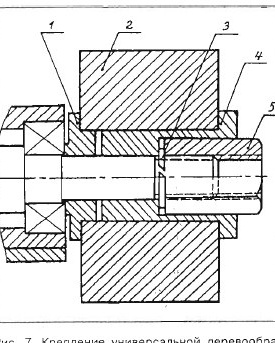
Ang mga guhit ng mga bahagi na nagse-secure ng unibersal na headworking head (UDG) sa suliran ay ipinapakita sa Fig. 7. Sa pamamagitan ng paraan, napilitan akong makagawa ng mga gastos na nauugnay sa pagkuha ng UDG at ang paggawa ng mga mounting bahagi dahil sa ang katunayan na ang Rebir na uri ng eroplano na pang-eroplano, uri ng I-5709 na ginawa sa Latvia, sinira nang literal pagkatapos ng 4 na oras ng medyo hindi matatag na gawain - ang motor na de-koryenteng sinunog. Sa paghuhusga ng katotohanan na ang mga ekstrang angkla ay agad na nawawala mula sa mga istante, natanto ko na ang pagiging maaasahan ng eroplano na ito ay napakababa at dapat makakuha ng isang mas maaasahang tool. Tandaan ko na sa kaso ng paggamit ng UDG, kakailanganin na gumawa ng isang espesyal na mesa sa pagtatrabaho, dahil para sa pagpasa ng mga cutter na naayos sa ulo, kinakailangan ang isang lapad ng butas na 55 mm. Ang mga cutter para sa UDG ay maaaring gawin mula sa mga magagamit na komersyal na kutsilyo ng planer sa pamamagitan ng machining na ito sa pagputol at mga gulong ng emery sa parehong makina.
Bago ang paggiling, upang maiwasan ang pinsala sa mga ngipin, ang mga gabas ay dapat na maingat na suriin para sa kawalan ng mga kuko at iba pang mga pagkakasala. Ang panuntunang ito ay dapat na lalo na mahigpit na sinusunod kapag ang pagproseso ng ginamit na kahoy. Kung ang mga pagsasama ng metal ay napansin, dapat itong alisin. Kung tumigil ang makina dahil sa labis na karga sa panahon ng pagsabog, patayin ang lagda, puksain ang sanhi ng labis na karga at muling i-on ito. Ang dahilan para sa madalas na pag-ulit ng mga naturang sitwasyon ay maaaring maging isang blunting ng pagputol ng mga gilid ng talim ng lagari. Sa kasong ito, dapat mong gamitin ang isang personal o "velvet" na file ng isang semicircular o rhomboid na seksyon at patalasin ang mga gilid ng paggupit, na maaaring gawin nang hindi inaalis ang disk mula sa makina. Matapos ang pamamaraang ito, ang lagari ay gagana muli, tulad ng isang "hayop." Kasabay ng paraan, napapansin ko ang pangangailangan na kontrolin ang paghihiwalay ng mga pagputol ng mga gilid ng mga ngipin, na dapat ay humigit-kumulang na 0.6-0.8 mm. Ayaw niyang makita nang walang hiwalayan! Dapat mo ring pana-panahong hubaran ang keyboard.
Kapag pinapayat ang mga gilid ng mga hindi tabla na board upang makakuha ng kahit na mga gilid sa board, kailangan mo munang "matalo" ang linya gamit ang isang abaka o cord cord na may rubcoal o tisa. Mas maganda na makakuha ng isang pantulong na suporta sa roller, na maaaring makuha mula sa lamutak na aparato ng washing machine, ayusin ito sa isang panindigan ng nararapat na taas ..
Ang pagkakaroon ng pag-angat ng isang desktop, posible na magtatag ng isang nakasasakit na bato at gamitin ang makina para sa paghasa ng tool. Ang isang disk na gawa sa playwud na may diameter na hanggang sa 250 mm na may nakadikit na balat ("button na akurdyon") ay magpapahintulot sa paggiling ng mga bahagi.Ang isang pinakintab na bilog, na kung saan ay isang pakete ng bilog na mga blangko ng tela na may sandwiched sa pagitan ng dalawang mga disc, ay mapadali ang proseso ng buli ng metal at mga plastik na bahagi na may polish paste.
Ito ay napaka-maginhawa upang mag-imbak ng paggupit at pag-aayos ng tool sa isang metal na may diameter na 300 mm mula sa ilalim ng pelikula. Sa ilalim ng lata, maglagay ng isang piraso ng tela na babad sa langis, ilagay ang mga lagari sa isang tumpok (ipinapayong ihiwalay ang mga ito sa mga spacer ng karton), balutin ang mga dulo ng tela at isara ang lata sa isang takip. Ngayon ang tool ay hindi natatakot sa kaagnasan. Maaari kang maglakip ng isang eyelet sa kahon, na nagpapahintulot sa iyo na i-hang ang kahon sa dingding.
Kapag nagtatrabaho sa makina, sundin ang mga panuntunan sa kaligtasan: siguraduhing gumamit ng mga baso sa kaligtasan, magtrabaho kasama ang mga guwantes o mittens. Alalahanin na ang mga bagong daliri sa halip na putulin ay hindi kailanman pabalik, at napakahirap pa ring tanggalin, kahit na ang matinding tagumpay ng agham medikal.
Nais ko ang tagumpay sa iyong trabaho!