

Sa artikulo ngayon, isasaalang-alang namin ang teknolohiya ng paggawa ng isang mahusay na malakas na kutsilyo mula sa bakal na Damasco. Ang kutsilyo ay nilikha sa isang tradisyonal na istilo, iyon ay, sa pamamagitan ng pag-alis. Dito ay kakailanganin mo ng apuyan, anvil, martilyo at maraming pasensya.
Ang isang tampok ng asero sa Damasco ay na sa paggawa nito ng iba't ibang uri ng metal ay halo-halong sa pamamagitan ng pag-alis. Una, ang mga plato ay inihanda, pagkatapos ay hinangin, pinainit, at pagkatapos ay ang workpiece ay baluktot upang ihalo ang lahat ng mga uri ng metal.
Dahil sa ang katunayan na ang kutsilyo ay maaaring magdulot ng isang banta sa kalusugan, hindi ito dapat ibigay sa kamay ng mga taong may hindi matatag na pag-iisip.
Mga materyales at tool para sa paggawa ng kutsilyo:
Mula sa mga materyales:
- mga plate na bakal na hindi bababa sa dalawang marka (kanais-nais na gumamit ng bakal na may mataas na nilalaman ng carbon, kung gayon maaari itong matigas nang mabuti. Ginamit ng may-akda ang dalawang uri ng bakal, ang mga ito ay 1095 at 15n20);
- flux (kakailanganin ang borax, mabibili ito sa isang tindahan ng hardware);
- isang mahabang baras (kinakailangan upang posible na maghinang ng isang workpiece para sa pagpainit sa isang hurno);
- anumang kahoy na pipiliin;
- epoxy pandikit (mas mabuti na dries mabilis);
- mga rivets na tanso;
- linseed oil o iba pang impregnation para sa kahoy;
- langis ng gulay para sa hardening steel;
- ferric klorido.

Mula sa mga tool:
- isang anvil (mas mabuti ang isang tunay na malaking anvil. Sa isang matinding kaso, isang piraso ng tren, isang sledgehammer at iba pa na);
- martilyo (ang may-akda na ginamit gamit ang isang transverse striker na tumitimbang ng 1.3 kg);
- hinang (ito ay maginhawa para sa kanya upang mag-weld ang mga plate sa bawat isa at i-fasten ang mga fittings, ngunit kung hindi, maaari mong gamitin ang wire);
- isang forge para sa panday (dapat itong magkaroon ng medyo mataas na temperatura upang ang mga sheet ay natutunaw nang magkasama);
- belt sander (maaari kang gumamit ng isang file, ngunit kakailanganin ito ng maraming lakas at pasensya);
- oven (o iba pa kabit para sa pagpainit ng metal para sa layunin ng tempering);
- isang drill machine o drill;
- Vise (napaka matulungin sa proseso.


Ang proseso ng paggawa ng kutsilyo:
Unang hakbang. Pagkolekta ng mga blangko
Sa yugtong ito, naghahanda ang mga may-akda ng mga blangko. Kinakailangan na i-cut ang mga plate sa nais na haba, ang may-akda ay 7.6x1.2 cm. Mahalagang isaalang-alang na mas malaki ang workpiece, mas mahirap na mag-forge ng kutsilyo. Ang mga paunang lugar ng welding ay dapat na maingat na malinis mula sa kalawang at sukat. Ang mga plato ay nakasalansan ng mga alternatibong metal.



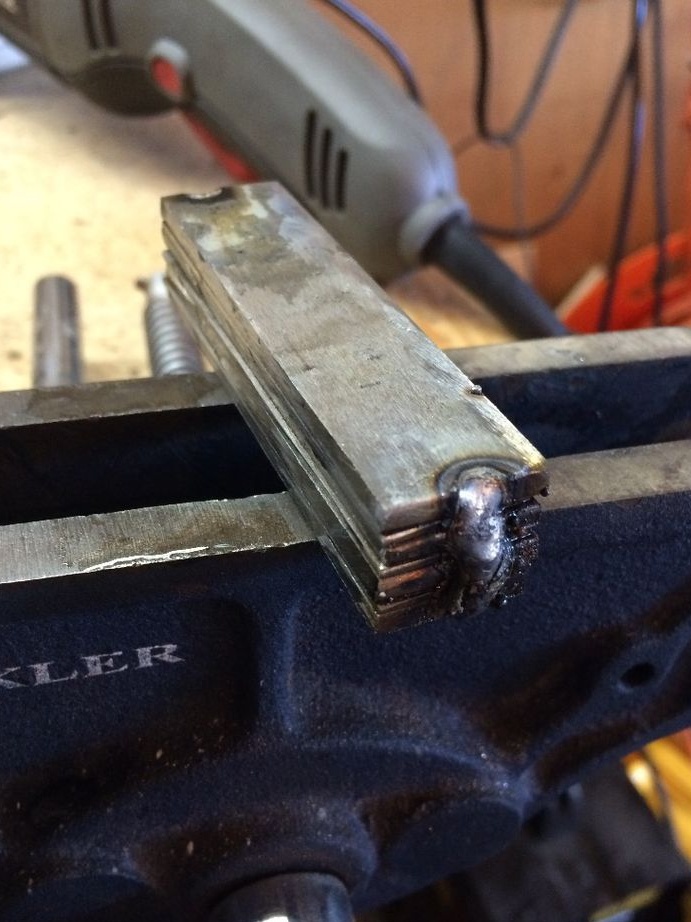
Sa konklusyon, ang isang piraso ng pampalakas ay dapat na welded sa workpiece upang mailagay ito sa hurno. Siyempre, sa halip na hinangin ang pampalakas, ang workpiece ay maaaring bunutin gamit ang mga mahahabang gamit na plender.
Hakbang Dalawang Ipinapadala namin ang workpiece sa hurno
Ngayon ang workpiece ay sumailalim sa unang pagpainit at unang pag-alis. Ang may-akda ng sungay ay gumawa ng lutong bahay mula sa isang silindro ng gas. Sa loob, natapos ito sa refractory semento at koolin lana. Dahil ang sukat ay maliit sa laki, madaling pinainit sa ninanais na temperatura.





Ang metal ay dapat na pinainit sa isang kulay ng kulay ng cherry, pagkatapos alisin ito, kinakailangan upang agad na iwiwisik ito ng isang kayumanggi upang alisin ang sukat at maiwasan ang pakikipag-ugnay sa oxygen. Lalo na kailangan mong subukang punan ang borax sa pagitan ng mga puwang ng mga plato, upang ang metal ay ihalo nang mabuti at magiging homogenous hangga't maaari. Ang pamamaraang ito ay dapat isagawa nang maraming beses, kung kinakailangan alisin ang sukat.
Karagdagan, ang workpiece ay nagpapainit hanggang sa nakakalimutan na temperatura, ayon sa may-akda, ito ay sa rehiyon ng 1260-1315 tungkol saC. Ang metal ay dapat na maliwanag na dilaw o orange. Bago alisin ang workpiece, kailangan mong tiyakin na mayroon nang anvil at isang martilyo sa kamay, dahil ang metal ay lumalamig at hindi ka maaaring mawalan ng oras.
Bilang isang resulta, sa pamamagitan ng pagkalimot sa workpiece ay nakaunat upang maaari itong baluktot.
Hakbang Tatlong Paghahalo ng bakal
Sa hakbang na ito, ang workpiece ay nagpapainit ng maraming beses at ipinapahiram ang sarili sa pagpapatawad, kung mas maraming beses na ito ay tapos na, mas mahusay na ihalo ang metal. Una, ang workpiece ay dapat na mai-forged sa isang paraan na ito ay nagiging dalawang beses hangga't ito ay. Ituwid ang metal nang pantay-pantay hangga't maaari. Pagkatapos, sa gitna, ang isang bingaw ay ginawa gamit ang isang pait, at ang workpiece ay nakatiklop sa kalahati. Pagkatapos nito, muli itong pinainit at palabas hanggang sa ang dalawang plato ay maging homogenous. Sa kabuuan, ang may-akda ay nakatiklop ang metal ng 4 na beses, sa kalaunan ay nakatanggap ng 112 layer.
Kapag nagbubuklod ng maraming mga layer, mahalaga na palaging gumamit ng isang kayumanggi at linisin ang scale.



Ang pormula para sa pagkalkula ng mga patong ay ang mga sumusunod: ang paunang halaga * 2 sa antas ng bilang ng mga bends, i.e. 7 * 2 ^ 4 = 112).
Sa pagtatapos, ang workpiece ay muling nagpainit sa nakakalimutan na temperatura, ay ipinasok sa gilid sa uka ng anvil at baluktot sa anyo ng isang spiral. Pagkatapos ang spiral na ito ay dapat muling mabago sa isang hugis-parihaba na hugis. Sa konklusyon, maaari mong i-verify na ang mga layer ay homogenous sa pamamagitan ng pagtanggal ng isa o higit pang mga gilid ng workpiece.
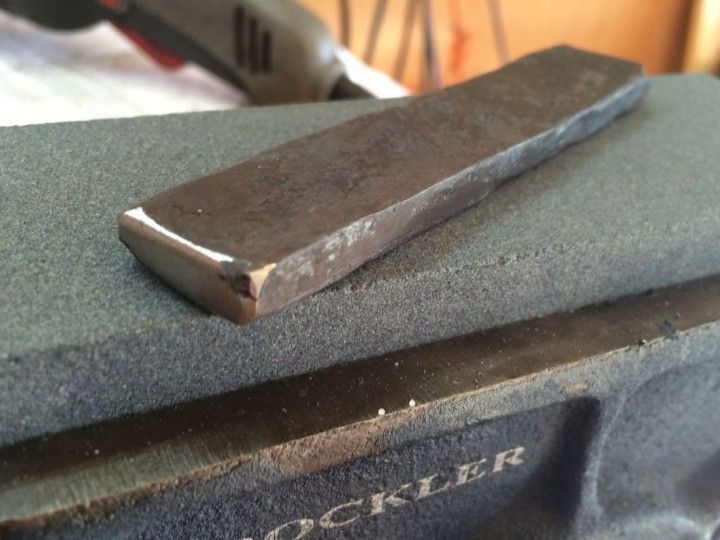
Hakbang Apat Pagpilit sa pangunahing profile
Sa yugtong ito, binubuo ng may-akda ang pangunahing profile ng kutsilyo sa pamamagitan ng pag-alis. Sa yugtong ito, maaari mo ring itakda ang mga bevel ng kutsilyo, upang sa paglaon ay kailangan mong gumana nang mas kaunti sa isang gilingan o file, na sa huli kaso ay napakalungkot.
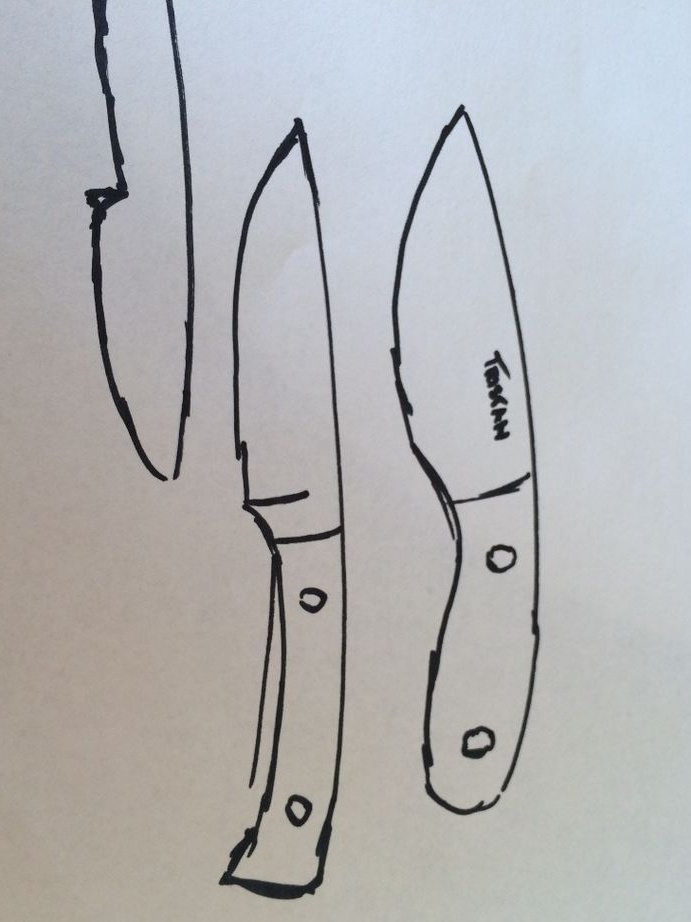


Hakbang Limang Grind ang profile
Kung wala kang isang paggiling machine, kakailanganin mo ng maraming oras at pagsisikap upang makumpleto ang hakbang na ito. Dito kakailanganin mo ng isang file at isang gilingan.








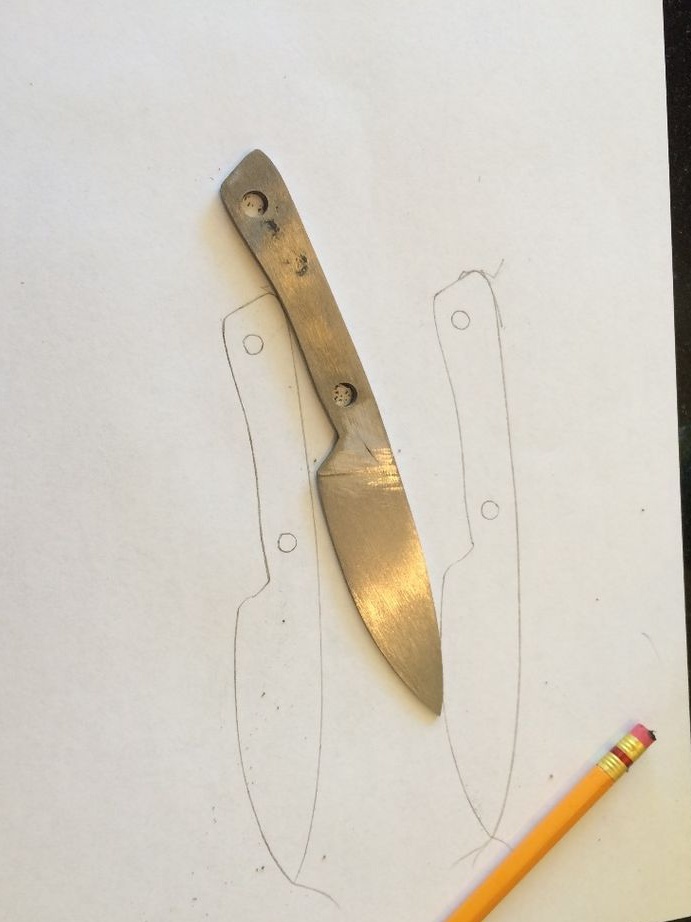
Patungo sa pagtatapos ng paggiling, mag-drill hole upang ma-secure ang hawakan sa workpiece. Narito pa rin, ang ilang mga detalye ay kailangang ma-finalize na may isang 400 grit file.Dapat mo ring patalasin ang kutsilyo, ngunit hindi mo kailangang gawin itong matulis, dahil maaari itong lumubog sa panahon ng hardening.




Hakbang Anim Pagpatigas ng metal
Ang hardening ay isang napakahalagang sandali sa paggawa ng kutsilyo. Ang lakas ng hinaharap na talim ay nakasalalay dito, at kung ang teknolohiya ay nilabag, ang workpiece ay maaaring ganap na masira. Una sa lahat, ang bakal ay dapat mailabas hangga't maaari. Ginagawa ito upang ang metal ay hindi humahantong sa panahon ng pagsusubo at ang talim ay hindi kumakalat. Ang metal ay pinakawalan ng maraming pag-init sa isang temperatura kung saan ang bakal ay hindi na maakit ng isang pang-akit. Sa kabuuan, ang mga naturang pag-init ay dapat na mula tatlo hanggang lima. Ang bakal ay dapat na palamig nang paunti-unti sa bukas na hangin.



Pagkatapos nito, ang bakal ay maaaring tumigas. Ito ay pinainit muli sa isang kritikal na temperatura at pagkatapos ay ibinaba sa mainit na langis.Hindi kinakailangang mai-quenched sa tubig ang mataas na bakal na bakal, dahil mabilis itong pinapalamig ang metal at nababagsak ito.
Pagkatapos ng hardening, dapat na palayasin ang bakal upang hindi ito malutong. Upang gawin ito, ang workpiece ay inilalagay sa isang oven na may temperatura na 205 degree at pinainit sa loob ng isang oras. Pagkatapos ay kailangan niyang payagan na palamig nang paunti-unti.
Ikapitong hakbang. Blade Etching
Kapag naka-etched, ang talim ay tumatanggap ng isang pattern na katangian. Ang buong bagay na ito ay nangyayari sa kemikal nang walang paggamit ng koryente. Ang Ferric chloride ay dapat na ihanda ayon sa mga tagubilin, ang may-akda ay may tatlong bahagi ng tubig at isang bahagi ng ferric chloride. Ang pagtanda ay tumatagal lamang ng 3-5 minuto.


Hakbang Walong. Kinokolekta namin ang hawakan at patalasin ang kutsilyo
Maraming mga pamamaraan para sa paggawa ng mga hawakan para sa mga kutsilyo. Maaari kang gumamit ng iba't ibang uri ng kahoy, sungay ng hayop, buto, plastik at iba pang mga materyales. Nagpasya ang may-akda na gumamit ng mga cherry at tanso rivets para sa mga layuning ito, at ang lahat ay konektado nang klasiko sa epoxy glue. Sa konklusyon, ang panulat ay pinakintab na may 400 butil at pagkatapos ay lubusan na nababad sa linseed oil.


Sa dulo, ang kutsilyo ay kinakailangan lamang na patalasin. Gumagamit ang may-akda ng isang ordinaryong whetstone para sa mga naturang layunin. Ngunit upang maihatid ang talim sa pagiging perpekto, maaari mong gamitin ang bato ng tubig, unti-unting ibinaba ang laki ng butil.




Ang kabuuang haba ng kutsilyo ay halos 15 cm.