

Ang isang tabletop burner ay ang pangunahing tool ng salamin sa salamin, kahit na kung ito ay paggawa ng salamin sa instrumento o ang paggawa ng nakakatawang mga figure at decors. Ang burner ay bumubuo ng isang siga, maginhawa para sa paglambot ng baso at kasunod na mga operasyon kasama nito. Sa kasong ito, kinakailangan upang makakuha ng iba't ibang mga temperatura at anyo ng sulo.
Sa pamamagitan ng pagkakataon, nakakuha ako ng isang maliit na tabletop na pamumulaklak na sulo, na bumubuo ng isang medyo manipis na unregulated karayom ng apoy. Kahit na nagtatrabaho sa mga gasolina ng vapors (ang temperatura ng apoy ay mas mataas kaysa sa isang apoy na naka-air), ang kapangyarihan ng burner ay hindi sapat upang gumana sa gayunpaman mga malalaking workpieces. Para sa ilang pagtaas sa heat flux, dalawang burner ay naipon - isang portable ng gas ay idinagdag, sa kabaligtaran ng direksyon, o tulad nito.

Ito ay naka-fluffy siga, na may mataas na temperatura na karayom sa gitna. Naging mas masaya ang mga bagay, posible na mabalot ang isang 10mm tube. Ang susunod na lohikal na hakbang ay ang paggawa ng isang mas malakas na burner na nagsusunog ng singaw ng gasolina.
Ito ay magiging isang prototype ng burner na gawa sa improvised na materyales - ang mga ito ay pangunahing mga bahagi ng pagtutubero. Ang mga bahagi ay makina nang walang isang lathe ng metal. Ang burner ay tumatakbo sa mga gasolina ng mga gasolina at batay sa glass-blower na si Yuri Nikolayevich Bondarenko [1], isang glass-blower-astronomer na nagmamanupaktura ng mga aparato ng gas-discharge. Ang mga solusyon ng ilang mga yunit ay hiniram mula sa disenyo nito, kung hindi man, uulitin ng burner ang disenyo na kilala sa mga alahas at mga dentista.
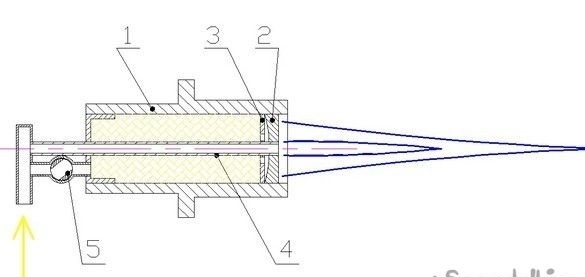
Ang batayan nito ay isang guwang na cylindrical body 1, coaxially na kung saan dumadaan ang nozzle 4. Ang cork faucet 5 ay nagbibigay-daan sa iyo upang ayusin ang hugis ng tanglaw - kapag binuksan mo ito, ang bahagi ng nasusunog na halo ay pumapasok sa katawan bilang karagdagan sa nozzle at nabuo sa tanglaw sa pamamagitan ng grid 2. Aperture 3, kasama ang hugis ng grid 2 at ang nagresultang lenticular na lukab, pinapokus ang daloy ng sunugin na pinaghalong pangunahin sa kahabaan ng axis ng burner. Ang mga bahaging ito ay hiniram mula sa burner ng mentor [1]. Sa nozzle tube mayroong maraming mga butas na nagbibigay ng kaunting gas sa grid (hindi ipinakita sa sketsa) at may isang ganap na saradong gripo 5, upang mabuo ang isang maliit na sumusuporta sa sulo.Hindi pinapayagan nitong masira ang pangunahing tanglaw - ang "karayom" sa mataas na mga rate ng daloy ng gas. Ang mga butas na ito ay pinili kapag nagse-set up ang burner.
Mga tool, kagamitan.
Ang isang malambot na panghinang gas ay nangangailangan ng isang maliit na gas burner. Itakda ang mga tool sa bench. Elektronikong pantasa. Ang isang kahoy na pagkahilo at isang drill machine ay ginamit. Vise.
Mga Materyales
Bilang karagdagan sa mga piraso ng bakal, kinakailangan ang isang tubo ng tanso na 6 mm diameter. Ang tin-tanso na panghinang Hindi. 3, pagkilos ng bagay dito. Cork faucet mula sa isang samovar.
Ang blangko para sa katawan ng burner ay isang pabrika na tanso na umaangkop mula sa isang plumbing shop na may panloob na diameter na 30 mm. Maraming iba't ibang mga bahagi ang binili din doon, ang ilan sa mga ito ay ginamit din bilang blangko para sa mga elemento ng burner.

Ang isa sa mga kasangkapan ay ginagamit bilang isang pabahay na walang mga pagbabago. Ang pag-angkop ay hindi naka-on sa labas - ang malaking kapal ng pader at pagtaas ng tubig ay nagbibigay ng katawan ng karagdagang pagwawaldas ng init.
Ang laki ng mga plug ng pagtutubero ay pinili upang sa kaunting pag-on ng thread, ang nagresultang bahagi ay magkasya sa panloob na channel ng agpang. Gumiling ako ng kahoy sa isang hilo, para sa ito ay nakabukas ako ng isang simpleng snap kung saan nakatanim ako ng isang workpiece.

Density ng landing pinapayagan ang higit pa, walang paraan upang ayusin ang bahagi. Matindi ang pagpasok ng mga sulok ng isang turnkey hexagon, na dati ay ground sa isang gilingan. Ang mga turnovers - mga 1000 rpm, unang magaspang na pag-on gamit ang isang maliit na "giling" - ang bahagi ay umiikot, gumagana ang gilingan. Matapos tapusin ang file at ang gitnang balat na naka-pin sa isang kahoy na bloke. Ang pagtatapos ng pag-aayos ng workpiece ay posible upang madali at madalas na subukan ito sa "lugar ng trabaho" - ang nagresultang bahagi ay pumapasok nang mahigpit sa pabahay na may kaunting pagsisikap.

Nagpapatuloy kami sa kumplikado at mahalagang detalye - ang parilya. Una, ilang mga pagsasaalang-alang sa teoretikal.
Ang grid, bilang karagdagan sa pamamahagi ng sunugin na gas halo, ay may pananagutan din para sa kaligtasan - hindi nila papayagan na tumunog ang apoy sa loob at maiwasan ang isang "back strike". Totoo ito habang inihahanda ang aming pinaghalong gasolina lobo "bombilya" at hindi tulad ng dati - sa lugar ng burner. Sa ganitong uri ng burner para sa ganap na trabaho na may baso, kabilang ang refractory glass, tulad ng Pyrex, kinakailangan upang magdagdag ng paputok na gas mula sa electrolyzer.
Ang siga, dumaan sa loob, sa pamamagitan ng parilya, pinapalamig nang labis na lumabas. May isang konsepto - ang tunay na butas. Ito ang maximum na diameter ng mga "malalim" na butas na may kakayahang magsagawa ng isang apoy na pag-andar ng apoy, at naiiba ito para sa iba't ibang mga gas. Halimbawa, para sa mga singaw ng gasolina sa hangin, ang bilis ng pagpapalaganap ng apoy na kung saan ay maliit, ang naglilimita na butas ay ~ 0.9 ... 1 mm, ngunit sa sandaling tumagos ang oxygen o explosive gas sa system, na makabuluhang taasan ang bilis ng pagpapalaganap ng siga, ang mga butas sa proteksiyon na "mesh" ay kailangang gawin nang malaki mas kaunti. Ang maximum na diameter ng mga butas, halimbawa, para sa malinis na pagsabog na gas, ~ 0.3 mm, na kumakatawan sa ilang kahirapan sa paggawa at operasyon.
Bilang isang uri ng kompromiso, iminumungkahi ni Yuri Nikolayevich na gumamit ng mga butas sa 0.8mm grid, habang ang kinakailangang panukalang pangkaligtasan sa pagawaan ay magiging isang matatag na disenyo ng "bombilya" at "flush" ng electrolyzer [1], upang maaari silang mabuhay ng isang posibleng pagsabog nang walang pinsala. Ang carburetor ng gasolina ay ginawa mula sa isang propane cylinder, na naghuhugas ng electrolyzer mula sa mga pinapatay ng sunog ng carbon dioxide. Sa panahon ng normal na operasyon ng kagamitan, walang mga breakthrough na nagaganap. Sa kaso ng mga paglabag sa mga normal na kondisyon ng operating, ang isang clap ay nangyayari na hindi humantong sa isang aksidente.
Ang "haba" ng mga butas ng mesh, ay nagbibigay ng kapal nito. Ibinigay ang lenticular na hugis, ang kapal ng mesh ay dapat na 3 ... 4 mm sa manipis na bahagi at 6 ... 7 mm sa mga gilid. Walang natapos na plate na tulad ng kapal; kailangan kong maghanap ng isang donor. Ito ay naging isang medyo napakalaking, lipas na lipas para sa banyo. Ang isang medyo kahit na piraso ng dingding ay pinutol mula dito, kung saan posible na gupitin ang isang blangko para sa grid.



Ang workpiece, pagkatapos ng magaspang na pag-on, ay naka-mount (soldered) sa turnilyo ng M5, kung saan ang workpiece ay maaaring mai-secure sa isang three-jaw chuck para sa pag-aayos ng laki at hugis.

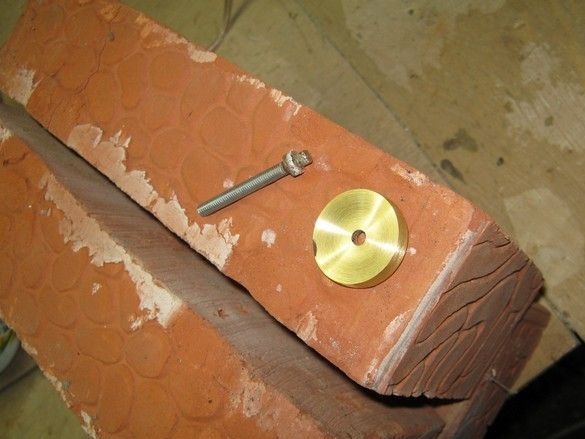
Ang pagbabarena machine, para sa kadalian ng operasyon ay inilatag sa tagiliran nito. Ang malukot na ibabaw sa workpiece ay machined halos - na may isang maliit na "gilingan", isang "nalabi" ng disk (mas kaunting radius), pagkatapos ay dinala gamit ang isang gumiling buhangin. Ang tornilyo ay ibinebenta, kaya ang ulo ng nakausli ay gumiling kasama ang workpiece. Pagkatapos, ang panlabas na diameter ng workpiece ay dinala sa ninanais. Pagkatapos ng pag-on, natunaw ko ang shank mula sa workpiece - ang natitira sa turnilyo ng M5. Ang natitirang butas ay drilled sa nais na 6mm.
Ang susunod na responsable at sa halip na pagod na yugto ay upang ikiling ang mga sentro ng mga butas sa hinaharap at mag-drill sa kanila. Gamit ang tamang bilang ng mga butas at ang kanilang diameter, ang gawain ay hindi madali. Ang karanasan sa amateur radio ay lubos na nakatulong - pagsuntok at pagbabarena ng isang malaking bilang ng mga butas sa mga workpieces ng nakalimbag na circuit board, bago ang pag-imbento ng mga bahagi ng lead-free (SMD), ay karaniwang kasanayan.
Ang diameter ng mga butas ay napag-usapan na, dapat itong sabihin tungkol sa kanilang bilang - ang kanilang kabuuang lugar ay dapat na hindi bababa sa 20% ng lugar ng grid.
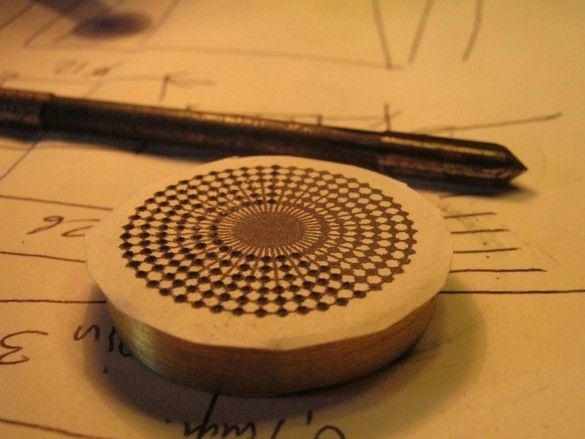
Ito ay maginhawa upang gumuhit ng mga butas sa AutoCAD, bukod sa iba pang mga bagay, pinapayagan ka ng program na ito na mag-print ng isang sketch nang eksakto sa isang sukat na 1: 1. Pagkatapos ng pag-print, ang nagresultang template ay nakadikit sa isang patag na ibabaw ng grid na may pandikit na pandikit, na nakatuon sa gitnang butas, ito ay maginhawa upang gawin ito sa ilaw.
Para sa pag-screwing, gumamit ako ng isang espesyal na miniature core. Dapat mong alagaan ang isang mahusay na maliwanag na ilaw, ang isang espesyal na visor na may magnifying glass ay maginhawa para sa gawaing ito. Ang gawain ay hindi mabilis at mahalaga na ayusin ang isang komportableng lugar - ang ilang libreng ibabaw, ang "operator" sa isang posisyon na nakaupo. Inirerekumenda ko ang paggawa ng mga naturang operasyon sa higit sa isang diskarte. Pagkatapos ng pagsuntok, ang template ay sumisawsaw, ang mga nalalabi ay hugasan ng maligamgam na tubig.


Para sa pagbabarena ng ganitong uri - makapal na metal, manipis na drills, ang kinakailangang katumpakan, isang iba't ibang mga aparato na handheld ay ganap na hindi magagawang. Dapat mong gamitin ang isang bagay na mas nakatigil. Sa kasong ito, ang isang miniature chuck ay ginamit upang salansan ang aking 0.8mm drill; ang chuck shank ay na-clamp sa isang malaking three-jaw chuck sa isang bench drill. Pinapayagan kami ng kumbinasyon na ito na kumpiyansa kaming mag-drill ng isang manipis na drill; isa lang ang sinira ko, at kahit na sa dulo.
Ako ay naging murang drills na binili sa isang tindahan ng radyo at sila ay hindi maganda ang kalidad, isang uri ng pagpapagaan mula sa ideya ng isang drill. Ang mga grooves para sa paglabas ng chip sa kanila ay napaka mababaw. Mayroong isang hinala na sila ay partikular na ginawa para sa pagbabarena ng fibre ng foil at mas mahusay na gumamit ng mga normal na "machine-building" drills.
Sinabi ni Yuri Nikolayevich na mayroong mga pagkakataon ng mga drills na jam sa loob ng malalim na pagbabarena, kaya dapat mong bilhin ang mga ito gamit ang isang margin at pagkatapos ay pumili ng hindi mga wedge. May isang palagay na ito ay dahil sa kanilang taper. Ang pagbabarena ay medyo madali kapag lubricating ang drill na may langis o alkohol, ngunit ang alkohol ay dapat na palaging idinagdag.
Ang tamang pagtalas ng tulad ng isang miniature drill ay isang mahirap na gawain at sa kawalan ng kasanayan, mas mahusay na gumamit ng mga bagong drills, kung hindi man, ang isang makabuluhang "pull" ay hindi maiwasan kapag pagbabarena. Gayunpaman, sa maingat na pagbabarena sa makina, ang lahat ng mga kinakailangang butas ay maaaring drill sa isang drill mula sa isang patas.


Pagkatapos ng pagbabarena, ang lahat ng mga nagreresultang maliliit na burr ay dapat na buhangin. Ito ay pinaka-maginhawa tapos na sa isang umiikot na bahagi. Upang mai-install ang grid sa isang kahoy na pagkahilo, ang pinakasimpleng kagamitan ay makina. Ang mesh ay umaangkop nang snugly sa recess.
Sa paggawa ng prototype burner, dapat na gumana lamang ito sa mga gasolina ng vapors, kaya ang ilan sa mga butas ay ginawa nang mas malaki - 1mm.
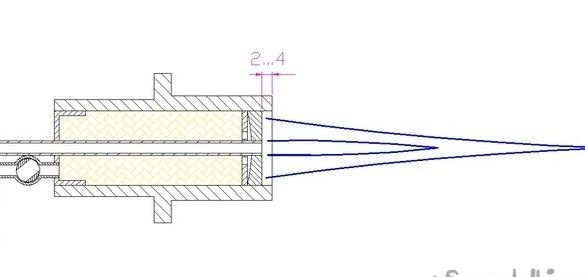
Ang grid ay nai-recessed sa katawan ng 2 ... 4mm. Inirerekomenda ni Yuri Nikolaevich na ang laki na ito ay maingat na pinili - kung mayroong labis, ang katawan ng burner ay magpapainit nang labis, kung hindi ito sapat, ang sulo sa ilang mga mode ay madaling kapitan.
Sa aking "mababang temperatura" kaso - kapag nagpapakain lamang ng mga gasolina ng mga singaw, nang walang pagsabog na gas at may napakalaking kaso, itinakda ko ang maximum na lalim nang walang pag-tune. Pagkatapos, ito ay masarap sa nagbebenta ng mesh. Dapat itong gawin sa "mahirap" na panghinang. Ang Copper-posporus ay angkop, ngunit sa kasong ito, ang mas mahusay na panghinang tulad ng PSR-45, mas mababa itong masusunog. Hindi ko lubos na maibenta ang mesh sa aking napakalaking kaso, hindi ko maibenta ito sa panghinang - walang sapat na temperatura, kahit na pinainitan ko ito ng isang reflector, isang malaking blowtorch. Gayunpaman, ang grid ay pumasok sa katawan na may isang mahusay na akma, kaya't iniwan ko ito tulad nito.


Nozzle - isang kumpletong pagpapagaan. Ginawa ng tansong tubo na may panloob na diameter ng 4mm. Gumamit lamang bilang isang pagpipilian sa pagsubok. Sipiin ko mula sa [1] - "Ang nozzle ay dapat magbigay ng isang makitid na laminar na daloy ng sunugin na halo at isang matulis na sulo ng hindi bababa sa isang apoy. Ang laminarity nito ay maaaring matiyak na may diameter ng hole na hanggang sa 2.5 mm, isang haba ng higit sa 35 mm, isang makintab na panloob na ibabaw at isang kalmado na daloy sa pasilyo. Ang apoy ng laminar ay gumagawa ng mas kaunting ingay at nagbibigay-daan sa iyo upang mabawasan ang heating zone, kaya dapat mong subukang makakuha ng isang laminar torch. (Ang mga propesyunal na glassblower ay maaaring may iba't ibang mga opinyon sa paksang ito). Ang pagbubukas ng nozzle ay pinakamahusay na ginawang conical - magbibigay ito ng mas kaunting pagtutol sa daloy. Ang dulo ng bahagi na may haba na halos sampung milimetro ay dapat gawin cylindrical. "


Bago baluktot, ang tubo ng nozzle ay pinalamanan at napuno ng tuyong buhangin. Ang panloob na lukab ng burner ay malubhang napuno nang walang espesyal na panatismo na may isang tanso na "putik" - ito ay karagdagang proteksyon laban sa "pagbagsak" ng apoy at pagpapatahimik sa daloy ng gas. Hawak din ng padding ang dayapragm na pinindot mula sa loob hanggang sa grid.
Lahat ng paghihinang "sa likuran" ay ginawa ng panghinang na tanso, na may tinunaw na tulin ng mga 200 ° C. Ang katawan ng burner ay kumakain nang malaki, ang bahagi ng buntot ay hindi mas mataas kaysa sa 60 ° C - madali mong hawakan ito sa pamamagitan ng kamay at kahit na matapos ang matagal na paggamit ng yunit ay hindi gumuho.

Ang dayapragm mismo ay gawa sa isang flat 3mm plate na tanso. Para sa isang mas malinaw na epekto, ang "lens" ay dapat gawin biconvex, kung saan dapat ding mag-ipon ang dayapragma. Upang gawin ito, maaari itong baluktot gamit Punzel at Anki, o giling mula sa isang mas makapal na workpiece na katulad ng isang grid.
Matapos ang mga pag-aalis ng pagsubok, tila ang sulo ay maikli, bilang isang posibleng dahilan, nakita ang mga manipis na mga seksyon ng mga tubo na nagbibigay ng gas sa pambalot. Ang burner ay na-moderno - ang mga channel ng tap sa cork ay drill sa isang diameter ng 7mm, ang karaniwang tubo ng supply ay pinalitan.

Nakakuha ito ng kaunti. Kasabay nito, naglagay ako ng isang suportang sulo. Nagpapayo si Yuri Nikolayevich na mag-file ng isang tatsulok na file ng mga grooves, isang uri ng asterisk na lima hanggang pitong ray, sa butas sa mesh na kung saan ang gitnang nozzle ay pumasa, kaya't may isang pinahusay na daloy ng halo sa paligid ng nozzle. Dagdagan nito ang katatagan ng "karayom" at bawasan ang stall sa magulong mode.
Ang halaga ng sunugin na halo para sa sumusuporta sa siga ay itinakda ng mga butas sa nozzle sa loob ng pabahay. Napapasadya ang kanilang bilang at laki.


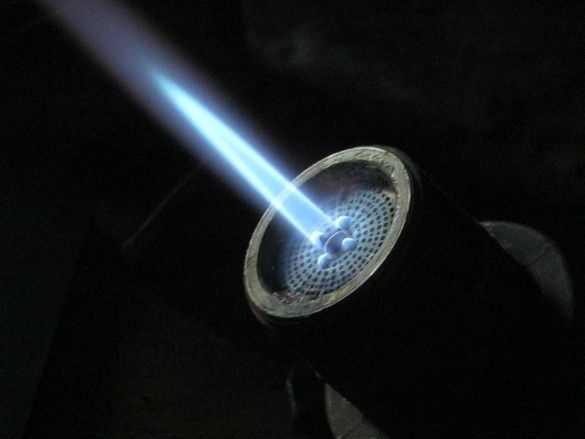
Ang ilang mga larawan ng sulo na nakuha hanggang sa kasalukuyan na may iba't ibang mga posisyon ng gripo sa burner - upang sabihin, "karayom", "malambot" na siga, at isang bagay sa pagitan.



Ang isang "leg" para sa eksperimentong burner ay hindi ginawa; sa panahon ng operasyon, sinara nito ang kaso nito sa isang maliit na talahanayan ng mesa.
Ang nagreresultang sulo ay mas malaki kaysa sa unang maliit na burner, kahit na sa pagdaragdag ng isang kapatid na gas. Pinapainit ng salamin ang mas mabilis at isang mas malaking lugar, "daloy", posible na mapintal ang isang 18mm tube mula sa maikakaibang "neon" na baso. Ito ay lumiliko ang mga operasyon na hindi nagtagumpay nang mas maaga - pag-on sa mga gilid, pagtusok ng isang makapal na layer ng baso na may isang karayom ng tungsten.Gayunpaman, mayroong pangangailangan para sa karagdagang pagtaas sa temperatura ng sulo. Walang maraming mga pagpipilian - ang pagdaragdag ng oxygen o explosive gas.
Magtrabaho sa mga bug. Mga paraan ng karagdagang pagpapabuti.
Gayunpaman, ang ganitong uri ng trabaho ay dapat gawin gamit ang isang metal lathe, mga bahagi at ang buong istraktura ay magiging mas tumpak at tumpak, na ginagawang mas masakit sa kanila. Ang diameter ng pambalot at nozzle ay malinaw na napakalaki, tila iyon ang hindi pinapayagan na makakuha ng isang mas mahabang sulo ng malambot na siga - ang bilis ng gas kapag nahulog sa isang malawak na pambalot (nozzle) ay bumaba nang malaki. Ito ay nagkakahalaga ng paglapit sa laki ng burner sa [1]. Mas mainam na gumawa ng isang nozzle, isang katawan, mesh at isang dayapragm mula sa isang blangkong tanso, at hindi mula sa anumang bagay - ang disenyo ay maaaring gawing mas maginhawa sa pagpupulong at pagsasaayos. Mas mainam na gumawa ng isang nozzle ayon sa charter - isang chiseled, conical polished hole (tingnan sa itaas, o [1]). Tungkol sa oxygen o "rattlesnake", sinabi na.



Panitikan
1. Bondarenko Yu.N. Teknolohiya ng laboratoryo. Produksyon ng mga mapagkukunan ng ilaw na naglalabas ng gas
para sa mga layunin ng laboratoryo at marami pa.