
Magandang araw sa lahat. Alam ng lahat na ang mga magagandang bagay sa mga araw na ito ay hindi mura, at ang mga tool ay walang pagbubukod. Ngunit maraming mga tool ang maaaring gawin gawin mo mismo at mula sa magagamit na mga materyales. At ang may-akda ng Techno Cracy channel ay ipakita ito sa amin. Ngayon, mula sa isang ordinaryong lumang file, ang may-akda ay gagawa ng isang tool sa paggawa ng kamay, ang tinatawag na Meisel. At para sa gawaing ito, sinasadya ng master na hindi gumamit ng anumang tool ng kuryente, maliban sa isang electric drill, at kahit na pagkatapos ay gumawa lamang ng isang butas sa hawakan. (Ngunit maaari mong gawin nang walang isang electric drill.)
Ang pangunahing tool ay:
File ng metal
File
Vise
Rasp
Buhang papel
Pinuno ng protractor
Marker at simpleng lapis
Isang piraso ng plain paper
Pagtaas ng makina
Langis ng makina

At kailangan din ng isang burner.

Ang spray ay maaaring may gas.

Malagkit ang epoxy.

At ferric chloride.
Mga materyales: sa isip, kailangan ang luad, ngunit wala ang may-akda, at samakatuwid, ginamit niya ang masilya na batay sa semento sa halip na luad.

File ng Sobyet.

Ang pagsasaayos ng pagtutubero.

Ang hawakan para sa martilyo.
Mantsa ng alkohol.

Langis ng langis.

At wire na pagniniting na bakal.

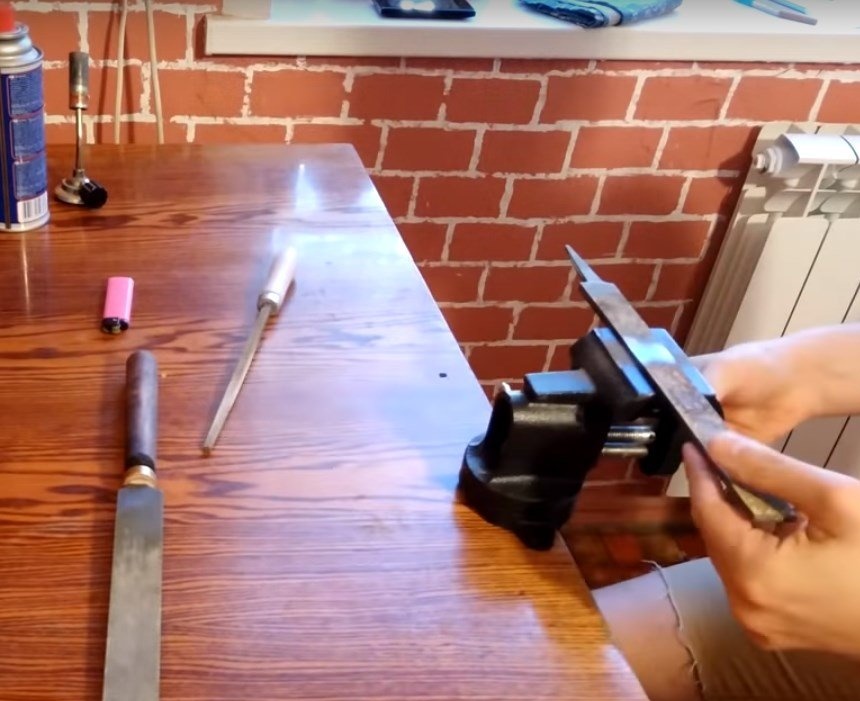
Medyo tungkol sa paghawak ng file. Ang file ay maaaring maiproseso sa dalawang paraan na may at walang pagsusubo. Ang bawat isa sa mga pamamaraan na ito ay may mga kalamangan at kahinaan. Ang file ay tumigas sa normal na kondisyon ng pagtatrabaho. Samakatuwid, hindi posible na ma-proseso ito nang manu-mano. Ito ang pamamaraan nang hindi muling nakadikit. Kunin lamang ang file tulad nito, at iproseso ito gamit ang isang gilingan ng anggulo o gilingan, ang pangunahing kondisyon ng pamamaraang ito ay hindi mababad sa metal. Kung hindi man, sa isang minimum: magagawa ang tempering ng metal, at kakailanganin ang hardening, ngunit bilang isang maximum: ito ay ganap na gumuho. Ito ang pangunahing kawalan ng pamamaraang ito, masira ang hinaharap gawang bahay napakadali. Lalo na madaling masunog ang isang matalim na tip, at nangyari ito sa may-akda ng higit sa isang beses, nang nagsisimula pa lamang siya sa kanyang mga eksperimento sa metal. At samakatuwid, itinuro ng mapait na karanasan, ngayon ang may-akda ay isang matatag na tagasuporta ng manu-manong pagproseso ng metal. Upang ang metal ay magpahiram nang mabuti sa manu-manong pagproseso, ginagawa ng may-akda ang kanyang bakasyon.(Sa metalurhiya ay tinatawag nila ang pag-uudyok, paggamot ng init kung saan ang istraktura ng metal ay sumasailalim sa recrystallization at nagpapalambot.) Maglagay lamang, ang metal ay nagpapainit at dahan-dahang pinapalamig, ang kabaligtaran ng pagsusubo, kapag ang metal ay nag-iinit at nagpapalamig sa loob ng ilang segundo. Upang mag-iwan ng file sa bahay kondisyon, ang isang maginoo gas burner ay sapat. Pag-clutching ng file sa isang vise, mahusay na pinainit ng may-akda ang lugar na mas maproseso pa. Ngunit nang lumingon ito, ang file ay isang matigas na kulay ng nuwes, at ang kapangyarihan ng burner ay sa halip mahina, at ang master ay bahagyang pinamamahalaang upang magpainit hanggang sa isang bahagyang napapansin na madilim na kulay ng cherry.



Ngunit sa kabutihang palad para sa may-akda, ito ay sapat na upang gawing malambot ang bakal, at maaari itong maproseso gamit ang isang simpleng tool sa bench.

Matapos gupitin ng may-akda ang piraso, sa isang anggulo ng 45 degree. Ito mismo ang anggulo ng klasikong meisel.

Ito ang magiging unang tool sa pag-on na ginawa ng may-akda. Samakatuwid, gagawa ito ng may-akda, na sumunod sa mga parameter ng karaniwang klasikong meisel.

Tapat na inamin ng may-akda na wala siyang ideya kung gaano kabilis ang pag-ubos ng mga tool, ngunit ang master ay hindi tumayo sa likod ng makina para sa isang walong oras na shift, at samakatuwid ay nagpasya siyang gawin ang haba ng nagtatrabaho bahagi ng kasangkapan sa hinaharap na 100 mm.

Hindi laging posible na i-cut ang workpiece sa isang anggulo ng perpektong perpekto, kaya ang susunod na hakbang ng may-akda ay upang ihanay ang paggupit.


Pagkatapos nito, kakailanganin mong mabuo ang mga slope. Sa pamamagitan ng pagsukat ng kapal ng workpiece, ito ay 6.5 mm.

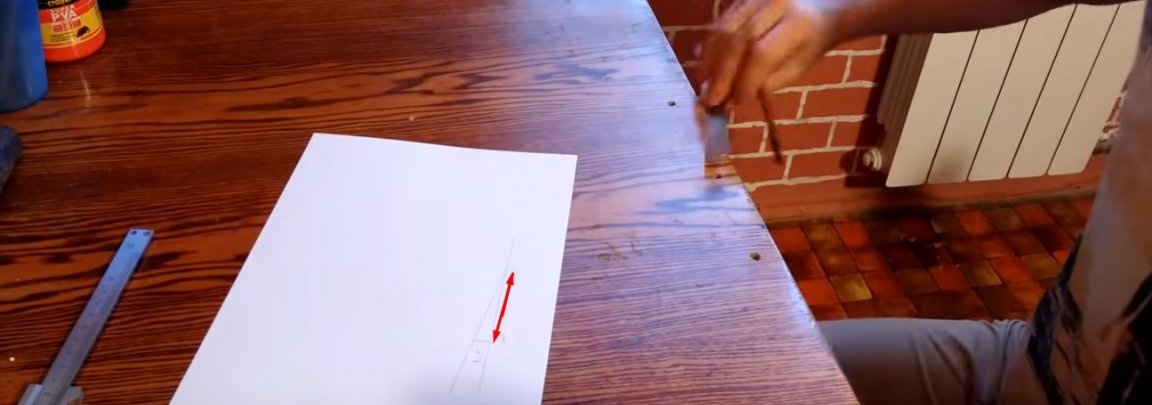
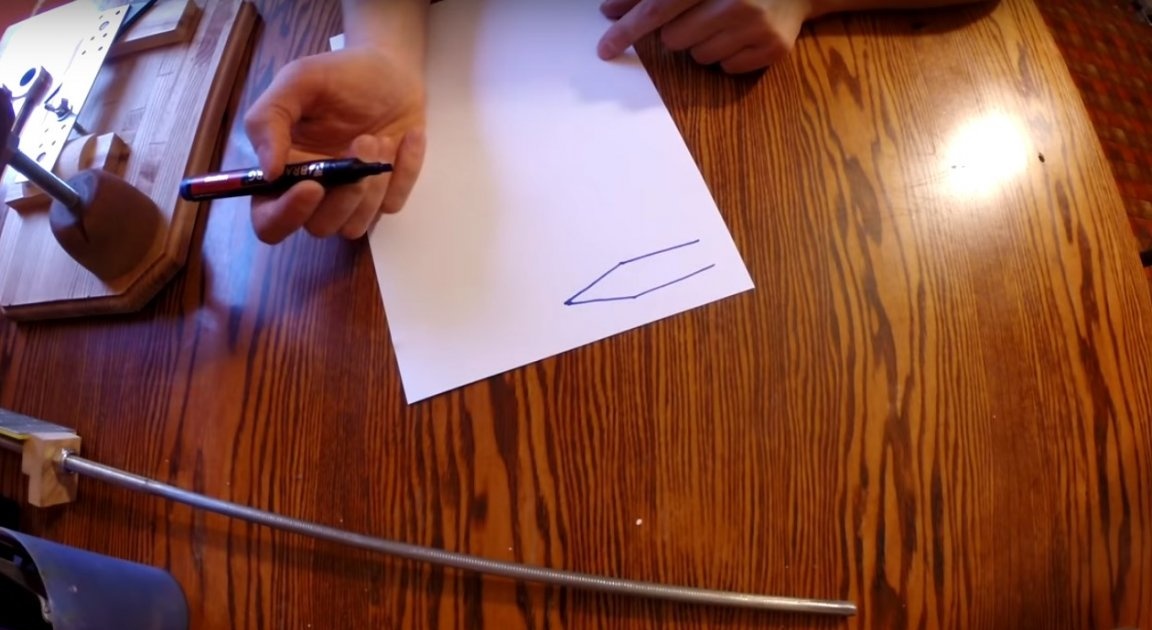
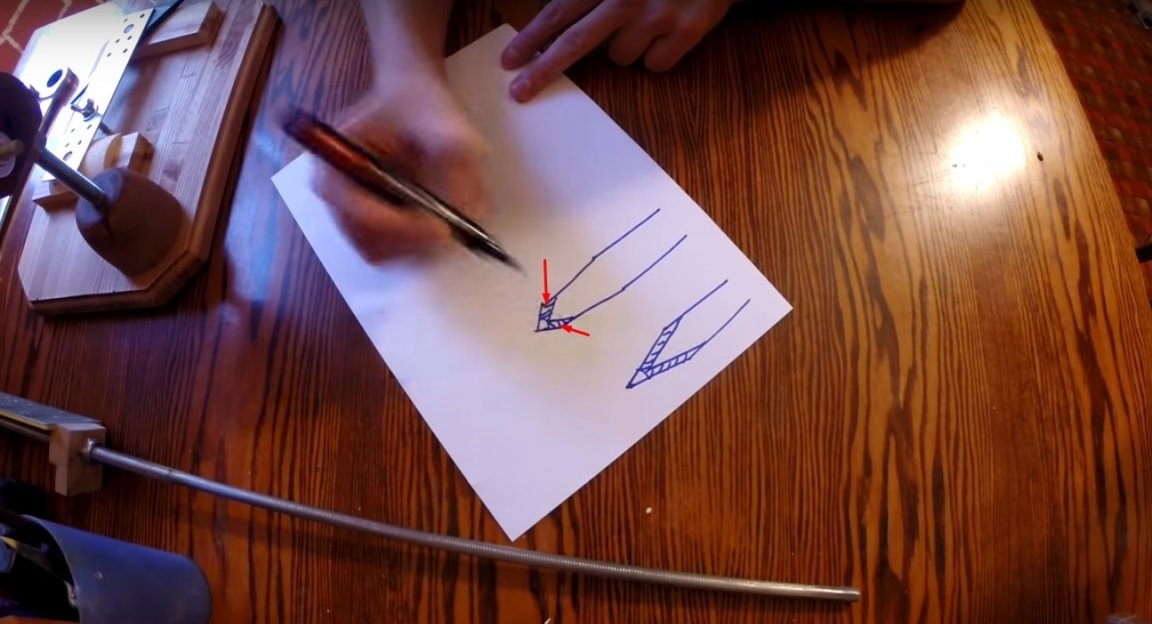
Plano ng may-akda na gumawa ng mga pagbaba sa isang anggulo ng 10 degree. Upang magsimula, gagawin niya ang buong pagkalkula sa papel. Upang gawin ito, gumuhit siya ng isang tuwid na linya.

At minarkahan ang punto dito.

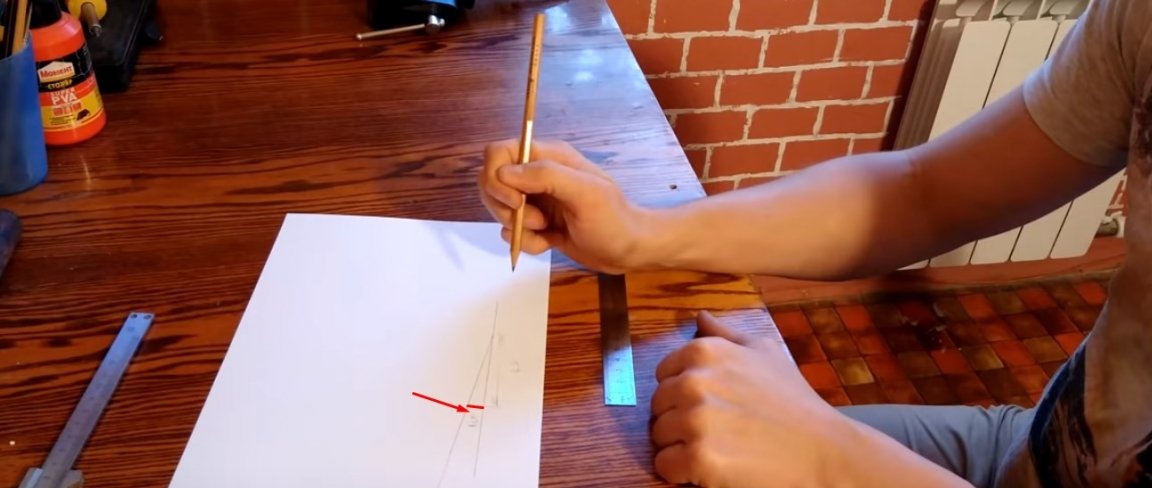
Pagkatapos ay sinukat niya ang anggulo ng 10 degree at iginuhit ang isa pang tuwid na linya.

Ito ay naging tulad ng isang tatsulok.

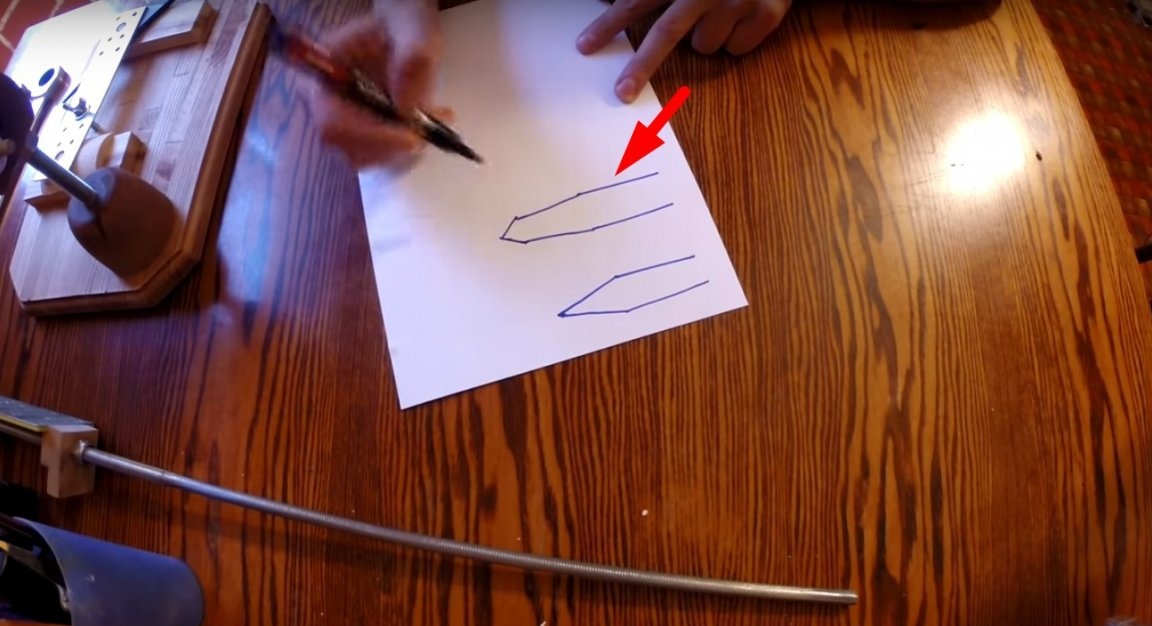
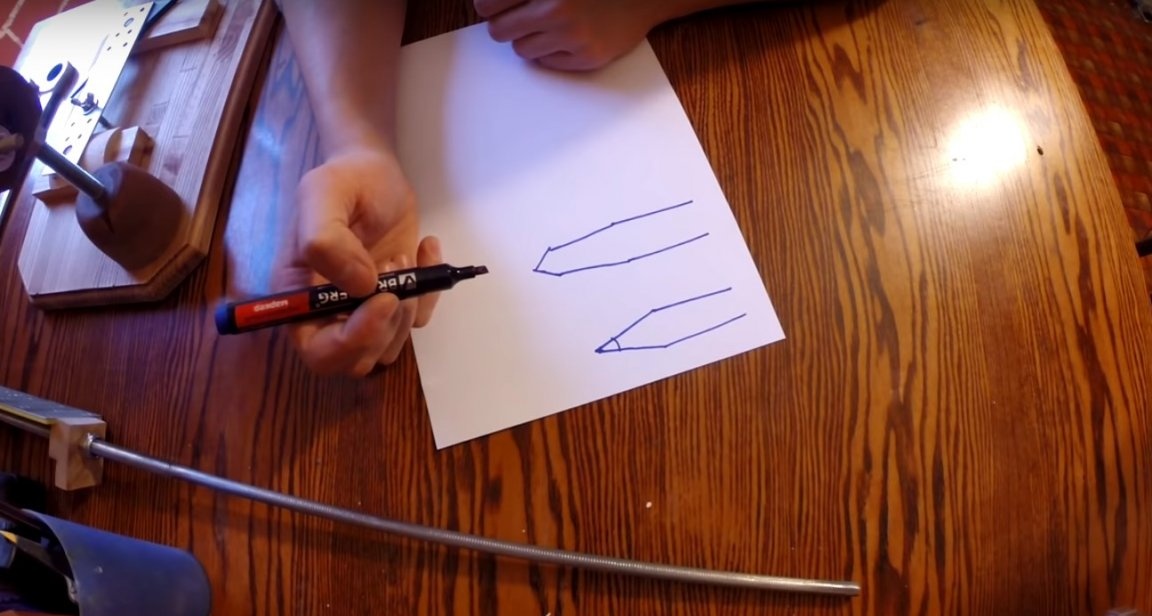
Matapos makahanap ng isang lugar sa pagitan ng dalawang tuwid na linya, kung saan ang distansya ay 10 mm.

At gumawa ng isang marka.

Pagkatapos ay sinukat ko ang layo na ito. (Ito ay katumbas ng 650 mm.)

Pagkatapos ay kinakalkula niya kung gaano karaming beses ang distansya na ito ay mas malaki kaysa dito. At tulad ng ipinakita ng simpleng matematika, ang pagkakaiba ay anim at kalahating beses.
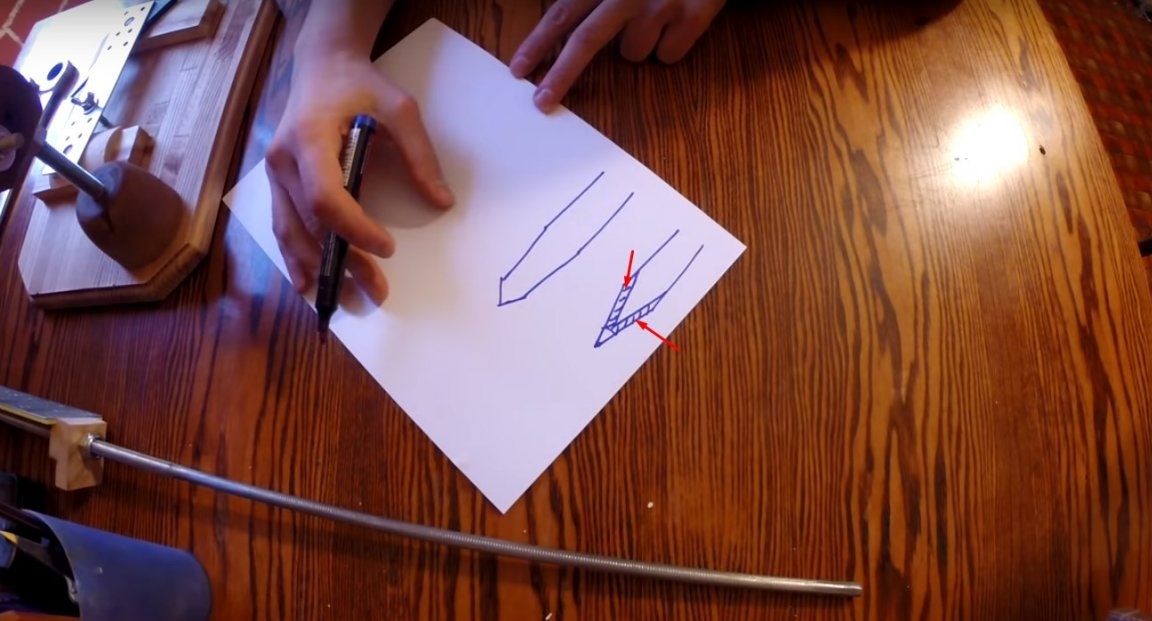
Kaya 0. 5 mm ng kabuuang kapal ng file, mag-iiwan ang may-akda para sa pangwakas na patalas ng gilid ng pagputol.
At ang natitirang 6 mm, ang may-akda ay tumahi ng 3 mm sa bawat panig.

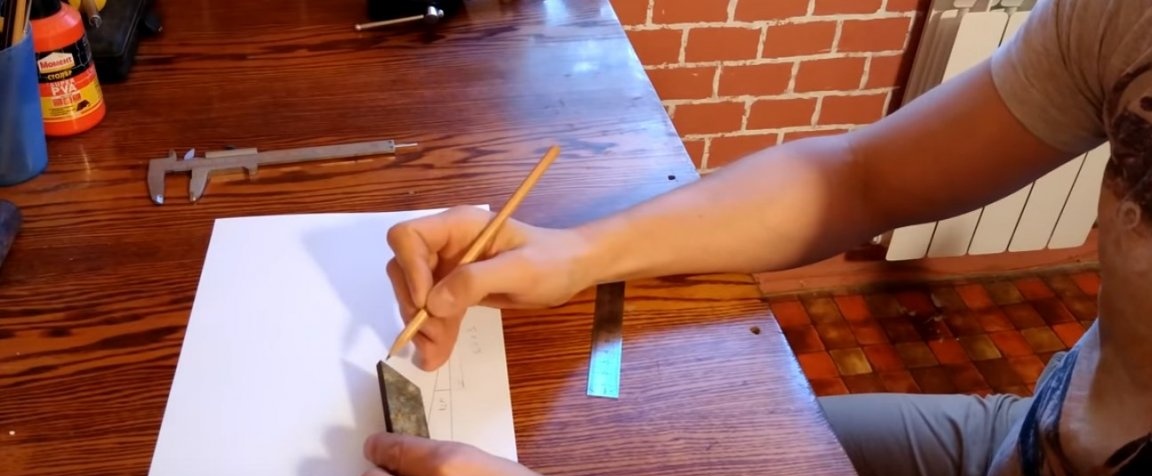
Naiugnay ang pagguhit sa papel sa workpiece, ang master ay gumawa ng isang pagkalkula, at pininturahan niya ang bahagi sa workpiece na kailangang alisin sa isang marker.

Ang pamamaraang ito ay nagbibigay ng isang tinatayang anggulo at sa gayon ay umaasa lamang dito, hindi pinapayuhan ng may-akda. Sa pamamagitan ng paraan, ang pamamaraang ito ay hindi talagang makakatulong sa panginoon, at tinanggal niya ang metal nang higit pa kaysa sa pinlano niya, kaya ang masaganang anggulo ay naging mas banayad.

Matapos magpatuloy upang alisin ang labis.


Matapos ang isang oras at kalahati ng nagtatrabaho sa isang file, handa ang isang panig. Ang pinagmulan ng may-akda mismo ay hindi isang tuwid na linya, ngunit kaunti sa isang arko. Ito ay lamang na ang isang tao ay hindi isang "awtomatikong makina" at pisikal na walang kakayahang patuloy na humahawak ng isang instrumento sa isang anggulo. Ngunit hindi ito makakaapekto sa kalidad ng tapos na tool.

Ngunit ano, ayon sa may-akda, ay nagkakahalaga ng pagbibigay pansin, dapat itong ganap na tuwid sa puntong ito.

Pagkatapos ay pinoproseso niya ang pangalawang panig sa isang katulad na paraan.

Binawasan ng may-akda ang paglusong sa humigit-kumulang na 0.7 -0.8 mm.

Sa susunod na hakbang, kailangan gawin ng may-akda ang pagpapatigas ng pamutol.

At pagkatapos ay nagpasya ang may-akda na subukan ang isang paksa, ang kahulugan ng paksang ito ay ang Japanese tradisyonal na sining ng paglimot ng mga tabak. May isang term na tinatawag na jamon - isa sa mga pamamaraan ng paggamot sa init na nagbibigay-daan upang makamit ang iba't ibang mga katangian para sa iba't ibang mga seksyon ng produkto. Ang mga Japanese craftsmen ay gumagamit ng isang halo ng karbon pulbos at luad para dito. At ang aming bayani sa kanyang eksperimento, nagpasya na gumamit ng isang halo ng mga putty na batay sa semento. Pagdaragdag ng tubig sa tuyong pinaghalong, gumawa ang solusyon ng may-akda.

Pagkatapos ay inilapat niya ang tapos na solusyon sa workpiece. At naiwan sa form na ito, hanggang sa ganap na malunod ang solusyon.

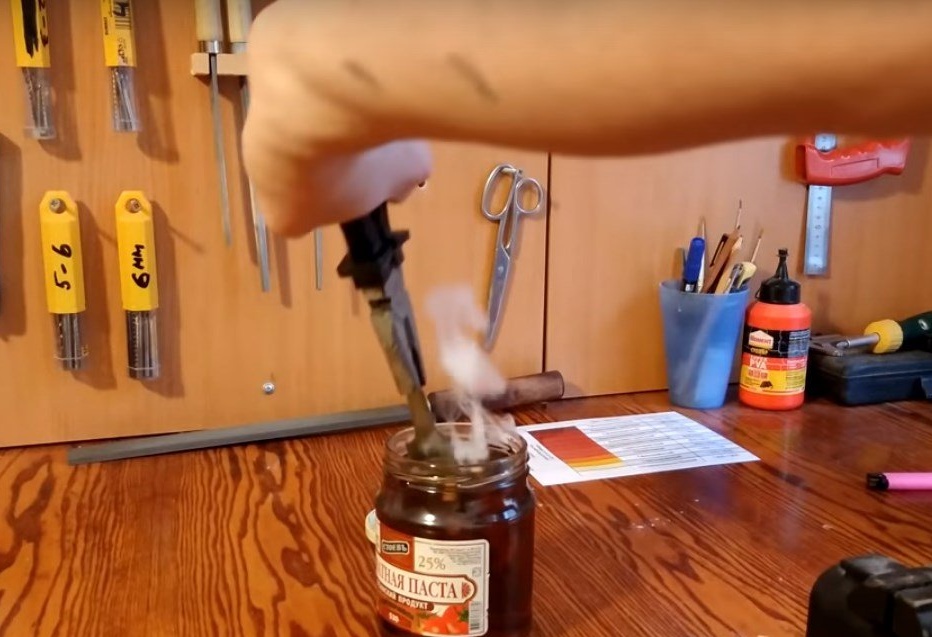
Makalipas ang ilang oras, nang matuyo ang solusyon, ang may-akda ay nagpapatuloy sa pinakamahalagang sandali, ito ay pagpapatigas ng pamutol. Ang may-akda ay mapasuko sa langis ng makina (pinaniniwalaan na ito ay isang mas banayad na uri ng pagsusubo kaysa sa pagsusubo sa tubig.)

Tungkol sa bakal, sinabi ng may-akda na ayon sa iba't ibang mga mapagkukunan, ang iba't ibang mga uri ng bakal ay ginamit sa paggawa ng mga file ng Sobyet, tulad ng: U8, U10, U12, kung minsan kahit na 9XC na pinagtibay.Tulad ng para sa temperatura ng hardening, siguradong hindi posible na hulaan, lalo na ito ay naaangkop sa hardening sa bahay. Samakatuwid, gagamitin ang may-akda isang lamesa "Ang temperatura ng metal sa pamamagitan ng kulay ng pula-mainit". Ang temperatura ng pagsusubo ng halos lahat ng nasa itaas na asero ay nasa saklaw mula sa 800 C hanggang 870 C, ang 9XC ay may mas mataas na temperatura ng 870 C. Ang lahat ng carbon pass na humina nang humigit-kumulang sa 800 C. Kasunod ng talahanayan na ito, ang master ay magpapainit ng tool upang magaan ang pula ng cherry.

Hindi ito nagkakahalaga ng sobrang pag-init, kung hindi man ang tool ay magiging marupok. Pinapainit ang metal sa ninanais na kulay, ibabad ito sa langis.

Pagkatapos ng hardening, mariing inirerekomenda ng may-akda ang isang bakasyon. Ang isang ordinaryong oven ng sambahayan ay angkop para dito. Sa pamamagitan ng pagtatakda ng temperatura sa paligid ng 200 C, pagkatapos ay ilagay ang pamutol sa oven.

Isinara niya ito at iniwan ito ng mga 25 minuto. Ang pamamaraan na ito ay bahagyang bawasan ang pangwakas na tigas ng produkto, ngunit sa parehong oras ay madaragdagan nito ang pag-agaw at paglaban ng pamutol sa mga epekto ng transverse na naglo-load.

Samantala, pinalaya ang Meisel, gagawa ng may-akda ang hawakan. Ang hawakan ng tool sa pag-on para sa isang komportableng mahigpit na pagkakahawak ay dapat humigit-kumulang 400 mm ang haba. Ang isang piraso ng angkop na pagtutubero na pinoprotektahan ang hawakan mula sa paghahati sa punto ng pag-attach


Sa hawakan ng martilyo, ang master ay gumawa ng isang butas para sa shank ng pamutol.

Pagkatapos ay bahagyang nabawasan niya ang diameter ng hawakan, hindi ito dapat malaki.

Karagdagan, sa pamamagitan ng isang rasp, tinanggal niya ang lahat ng mga paga.

At sa papel na papel de liha, nakumpleto niya ang proseso nang may mga pagkakamali at pagkamagaspang.

Pagkatapos ng 25 minuto, ang may-akda ay kumuha ng isang pamutol mula sa oven. Naghintay siya nang kaunti habang pinalamig ito, pagkatapos upang lumitaw ang jamon, nilinis muna ng may-akda ang talim ng papel de liha.

Matapos siyang gumawa ng isang malakas na solusyon ng ferric chloride.

At siya etched isang pamutol sa loob nito.


Ang resulta ng may-akda ay hindi masyadong nasisiyahan. May jamon, ngunit napaka manipis at sa mismong gilid ng talim. At ito ay muling nagpapatunay na para sa isang mahusay na pagpainit ng mga workpieces, hindi sapat ang sukat ng pag-spray ng gas na ito.

Ngayon ay sasabihin sa amin ng may-akda ng kaunti tungkol sa mga paraan ng patalas. Ito ang pinakamadali at karaniwang karaniwang paraan upang patalasin ang mga tool sa pagputol sa bahay. Ngunit ang pamamaraang ito ay hindi ang pinakamahusay.
Para sa kanyang instrumento, gagamitin ng may-akda ang isa pa, sa kanyang opinyon, isang mas mahusay na paraan.
Ano ang mga bentahe ng pangalawang pamamaraan ng patas sa una? Ngunit sa katunayan, ang lahat ay napaka-simple. Kung, halimbawa, kapag nagtatrabaho sa isang tool, ang tip ng talim ay mag-chip.
Upang maibalik ang pagputol ng gilid ng isang tool na naitulis sa unang paraan: kailangan mong alisin, hindi isang maliit na halaga ng metal.
At upang maibalik ang tool na patalasin sa pangalawang paraan, ang metal ay kailangang alisin nang mas kaunti. Ang pagpapahid ng tulad ng isang pamutol ay mas madali, at gayon din, ayon sa may-akda: isang cutter na pinahina ng pamamaraang ito ay magiging mas malakas, na nangangahulugan na ang posibilidad ng pag-choke ay mas mababa.
Pagkatapos, mula sa teorya, nagpatuloy sa pagsasanay ang may-akda.

Ang resulta ng patalas.


Susunod, kinokolekta ng master ang lahat ng mga detalye. Punan ang isang butas sa hawakan na may pandikit.

At naglalagay ito ng isang maliit na pandikit sa labas kung saan mai-install ang isang piraso ng angkop. Napagpasyahan din niyang palakasin ang bahaging ito gamit ang wire.


Susunod, itakda ang shank ng pamutol sa butas.

Upang maiwasan ang pagputol mula sa pagtabi, nagtatakda ang may-akda ng maliit na kahoy na mga wedge.

At iniwan ang pandikit upang matuyo nang lubusan.

Pagkaraan ng dalawang araw, nang matuyo nang maayos ang pandikit, tinakpan ng may-akda ang hawakan ng isang mantsang alkohol.

Pagkatapos maproseso gamit ang pinong papel na de liha.

At pagkatapos ay basang mabuti niya ang hilt na may mineral na langis.


Kaya, nang may kaunting pagsisikap at pasensya, ang may-akda ay gumawa ng isang mahusay na tool gamit ang kanyang sariling mga kamay sa bahay.

Salamat sa master para sa isang mahusay at kapaki-pakinabang na gawang bahay.
At iyon ang para sa akin. Maraming salamat sa iyo, at makita ka sa lalong madaling panahon!