

Narito isasaalang-alang namin ang paggawa ng dalawang uri ng mga tip ng tanso para sa iba't ibang mga paghihinang. Ang isang paghihinang iron ay may locking screw para sa pag-aayos ng tip; ang tip ay screwed sa pangalawang panghinang na bakal. Ang may-akda ay gumagawa ng mga stings ng tanso wire na may angkop na cross-section na diameter.


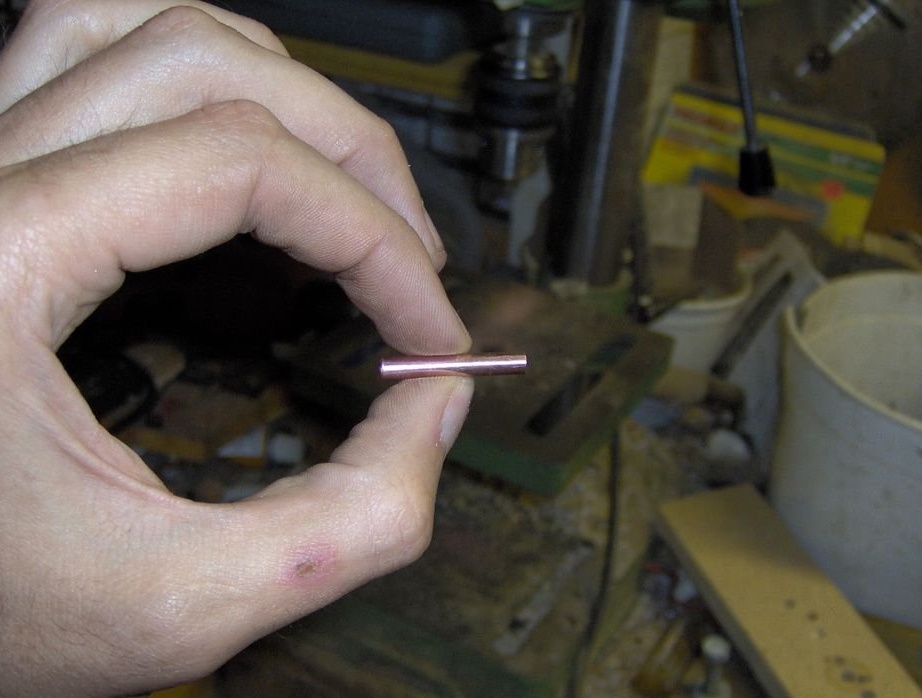
Una kailangan mong ituwid ang kawad (kung ito ay baluktot, siyempre) at gupitin ang isang piraso ng 65 mm.
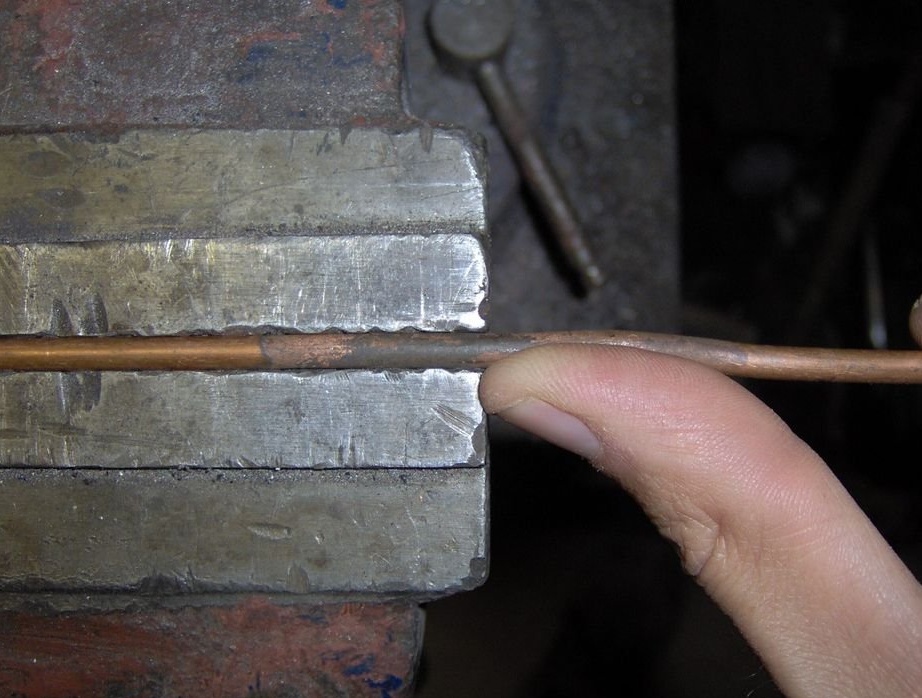


Pagkatapos ay kailangan mong linisin ang workpiece. Ginagawa ito ng may-akda sa isang machine ng pagbabarena. Nag-install ng workpiece sa kartutso at inilalagay ito ng isang metal na espongha, at isang tela ng emery. Sa panahon ng paggiling, ang diameter ng tip ay nababagay sa diameter ng paghihinang iron na socket.







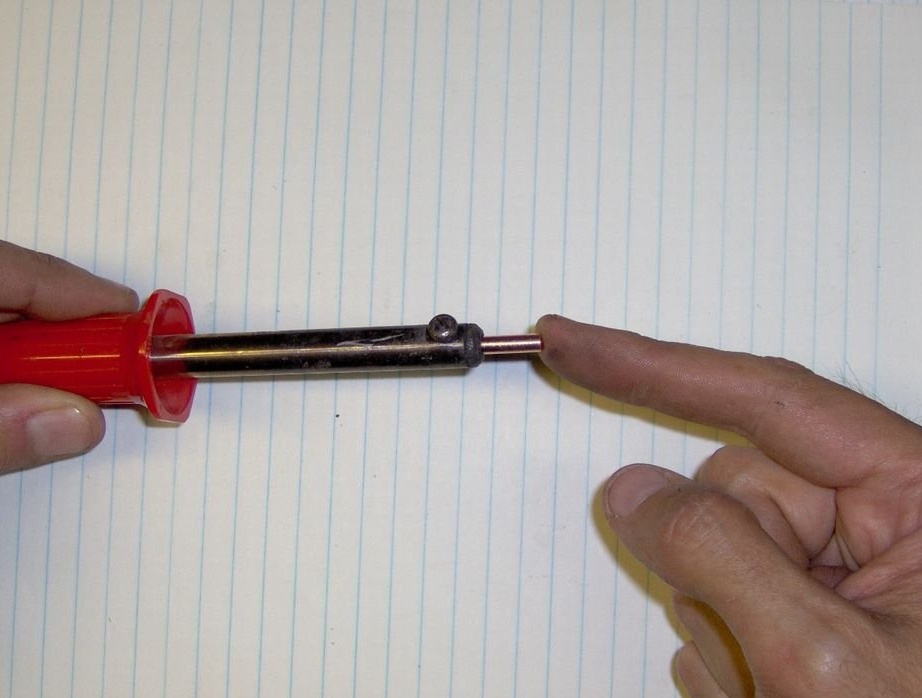
Ang isang file ay nagbibigay sa tip ng nais na hugis. Ngayon ay nananatiling ipasok ang tip sa socket ng bakal na panghinang at higpitan ang locking screw.


Ang paggawa ng isang sinulid na tip ay magkatulad, maliban sa ilang mga detalye. Ang haba ng tuso sa kasong ito ay 2.5 cm. Ang isang thread ay pinutol sa isang bahagi ng workpiece.


Karagdagan, upang hindi makapinsala sa thread, binabalot nito ang may sinulid na gilid sa aluminyo na foil (mula sa bote ng beer), pinapikit ito sa chuck ng makina at gigiling ito.
Iyon lang, ngayon ay nananatili lamang upang i-screw ang tuso.



Sa prinsipyo, ang tip ay maaari ding gawin para sa mga modernong paghihinang iron, kung saan ang tip ay ipinasok sa tubo at ikabit ng isang nut. Ang tanging bagay na magkakaroon upang mag-drill ng isang bulag na butas, ang kaukulang diameter.