Ito ay isang gabay sa paglikha ng mga simpleng clamp upang hawakan ang vice milling sa milling table.
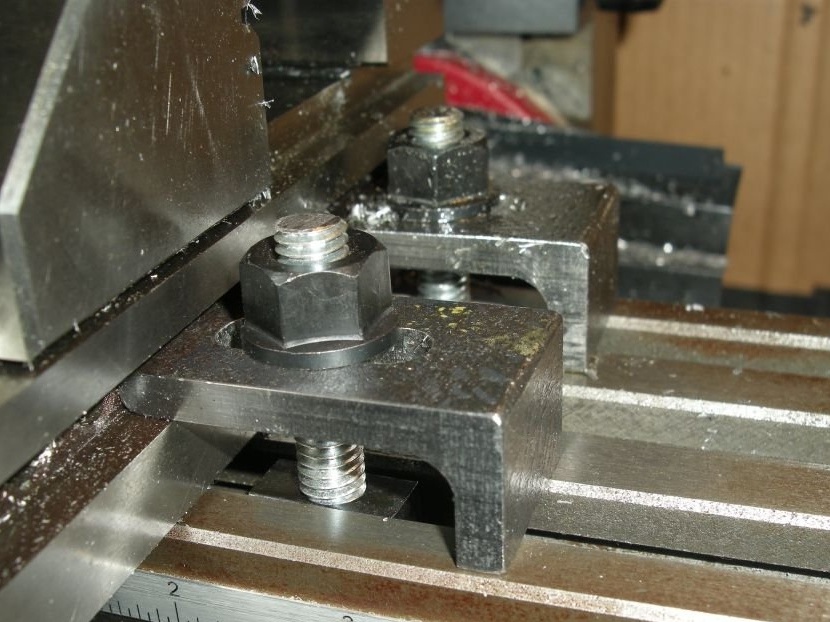
Ang vice milling na ipinakita sa larawan sa itaas ay isang pagpipilian sa pagbili na ginagamit ng may-akda ng mga clamp na ito sa kanyang trabaho. Ang maliit na vise na ito ay isang tool na walang screw na may clamping grooves, na ibinebenta ng maraming mga online na tindahan.
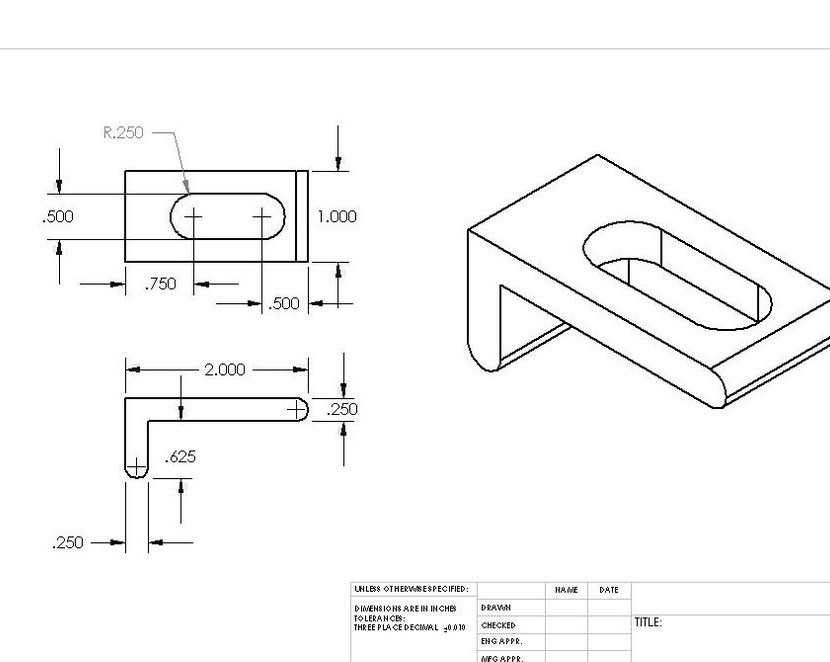
Hakbang 1: Disenyo
Ang mas mababang ibabaw ng clamping groove ng vise ay humigit-kumulang na 14 mm sa itaas ng talahanayan, at ang itaas na ibabaw ng clamping groove ay humigit-kumulang na 7 mm sa itaas ng mas mababang ibabaw.
Ang may-akda ay gumagawa ng mga clamp - isang bisyo, tulad ng karamihan sa mga masters, mula sa ilang uri ng scrap metal. Kapal ng stock 6 mm. Ang bawat panig ay tungkol sa 50 mm ang haba (mula sa panlabas na sulok hanggang sa gilid ng "paa").
Ang mga karagdagang materyales na kakailanganin sa paggawa ng mga clamp ay isang T-shaped nut, flange nut at stud, mga 50 mm ang haba na may isang 9 mm na thread.
Mga Attachment:
iron clamp bracket
Hakbang 2: Rough Iron


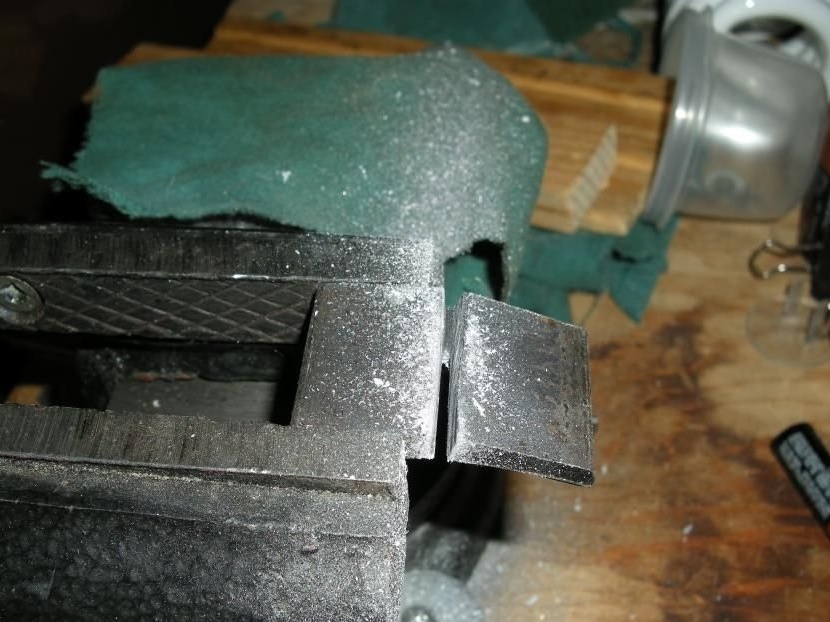

Gamit ang isang nakasasakit na paggulong gulong sa isang gilingan ng anggulo, pinutol ng may-akda ang isang sulok ng tamang sukat. Pinutol niya ang kanyang sarili nang maayos, ngunit pinainit nang labis at sa gayon natutunaw ang plastik na bahagi ng mesa ...
Sa anumang kaso, pinangasiwaan ng may-akda na putulin ang isang piraso na halos 25 mm ang lapad mula sa sulok ng bakal. Ang eksaktong sukat ay hindi napakahalaga.
Pagkatapos ay pinutol niya ang isang maliit na bahagi ng isang mahabang "binti" ng sulok na ito. Ang isang clamp ay gagawin mula sa nagresultang sulok. Natuto ang may-akda ng isang aralin sa isang gilingan at isang plastik na mesa at ginawa ang hiwa na ito gamit ang isang hacksaw para sa metal.
Hakbang 3: Malinis na Long Edge

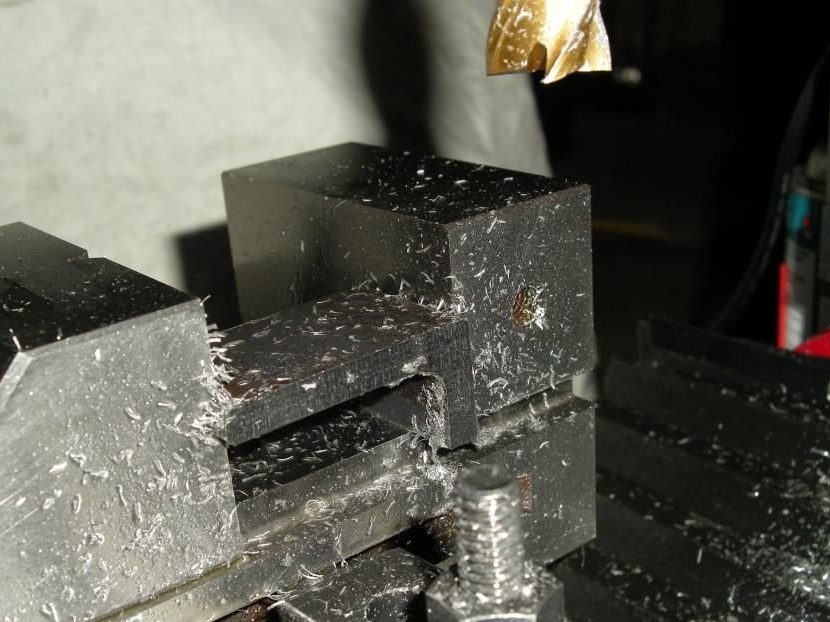

Ang may-akda ay naka-install ng isang sulok na bakal sa isang bisyo ng paggiling at gilingan ng makinis na mga gilid sa buong haba, maayos at pantay na pantay (at kahit kaunti sa laki, kahit na ang pagsukat na ito ay hindi napakahalaga).
Ipinapakita ng mga numero ang pag-install ng isang bisyo para sa paggiling ng dalawang dulo ng isang sulok. Ang bilog na mahabang dulo ng sulok ay umaangkop sa pahalang na hugis-V na groove sa mailipat na panga ng bisyo. Ang gilid na nagpapaikut-ikot niya ay 6 mm. mula sa gilid ng isang vise. Ang pag-install na ito ay lubos na ligtas.
Visual na sinusuri ang workpiece upang mahanap ang site sa sulok na pinaka nakausli, maingat na hinawakan ng may-akda ang pamutol sa puntong ito. Pagkatapos ay sinimulan niyang gumawa ng mga sipi para sa pagputol ng metal sa direksyon ng Y-axis, mula sa harap hanggang sa likuran, kaya ang bawat pass ay ginanap sa karaniwang mode ng paggiling (ngayon siya ay pumipigil sa paggiling kapag nakakataas). Ang bawat pass ay na-clear ang tungkol sa 0.25 mm. materyal sa anumang nakasisilaw na bahagi ng workpiece. Sa huli, pinutol niya ang buong ibabaw ng workpiece, at pagkatapos ay gumawa ng isang 0.125 mm tapusin na gupit. Sa sulok na panggilingan na ito ay nakumpleto.
Gumamit siya ng isang 19 mm 4-channel milling machine, na umiikot sa bilis na halos 800 rpm. Ang feed rate ay marahil sa paligid ng 5 o 7 bawat minuto. Ang lalim ng hiwa (bawat hiwa) ay halos 0.25 mm. Minsan, sa pag-cut, ang may-akda ay nag-spray ng WD-40 sa pamutol at workpiece.
Upang kiskisan ang pangalawang mahabang bahagi, binago ng may-akda ang blangko na baligtad (tulad ng ipinapakita sa pangalawang pigura). Ang lokasyon ng V-uka sa vise at ang haba ng maikling istante ay nagpapahintulot na magawa ito.
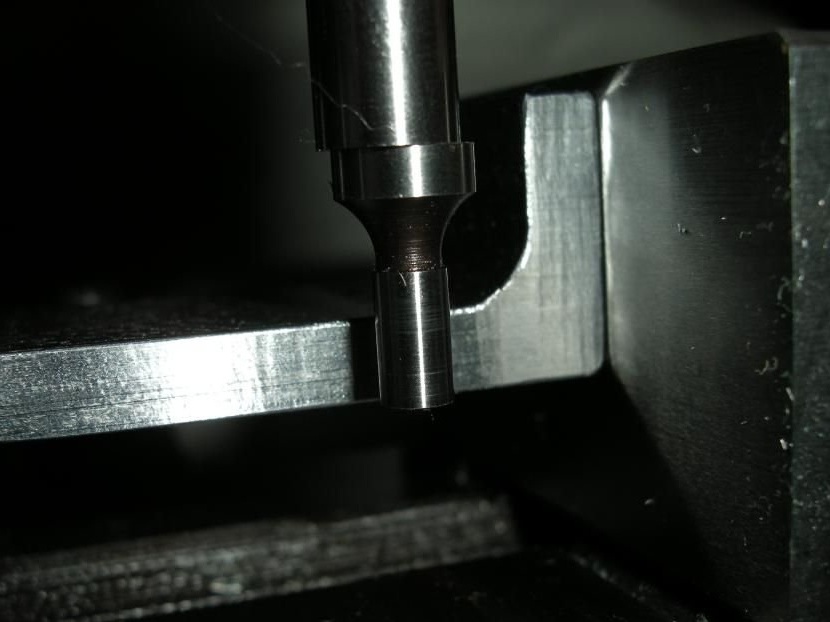
Hakbang 4: I-mill ang dulo ng maikling istante ng sulok

Pagkatapos ay pinuno ng may-akda ang maikling bahagi ng hinaharap na salansan, ang bahagi na magpapahinga sa mesa ng paggiling. Ang operasyon na ito ay nakatulong upang linisin ang suportang bahagi ng sulok at sa gayon itakda ang taas ng pagtatrabaho para sa salansan. Ito marahil ang pinakamahalagang sukat, ngunit kahit na dito ay may silid para sa ilang pagwawasto.
Sinara ng may-akda ang "mahabang istante ng sulok" ng workpiece sa isang vise, sinusubukang i-clamp ang tuwid na bahagi ng sulok, at hindi malapit sa sulok, kung saan nagbabago ang kapal, kaya ang sulok ay pinapatibay. Nagtakda siya ng isang sulok sa gitna ng vise upang mapanatili ang balanse ng puwersa at maiwasan ang pag-twist sa gumagalaw na bahagi ng vise.
Ang nais na haba ng sumusuporta sa bahagi ng sulok (ayon sa pigura) ay 21 mm.
Una, naisaayos niya ang sumusuporta sa bahagi ng maikling flange ng sulok, inaalis ito ng isang pamutol, sa parehong paraan habang siya ay nakahanay sa mga mahabang panig sa hakbang 3 (maliban sa paggalaw ng pamutol sa X axis sa halip na Y).
Sa sandaling ang bahagi ay naging patag sa buong base ng suportadong bahagi, sinukat ng may-akda ang taas ng maikling istante gamit ang isang vernier caliper, na pinunasan ang mga sinaunang sumusuporta sa isang basahan upang hindi mabago ng mga chips ang mga pagbasa. Ang pagsukat na ito ay nagpakita kung gaano karaming materyal ang dapat alisin. Binaril ng may-akda ang materyal na may mga seksyon na 0.25 mm hanggang sa umabot siya ng humigit-kumulang na 0.5 mm. Pagkatapos ay muli niyang sinukat at gumawa ng maliliit na seksyon hanggang sa naabot niya ang isang kawastuhan na 0.125 mm. Tumigil ang may-akda sa mga tagapagpahiwatig na ito.
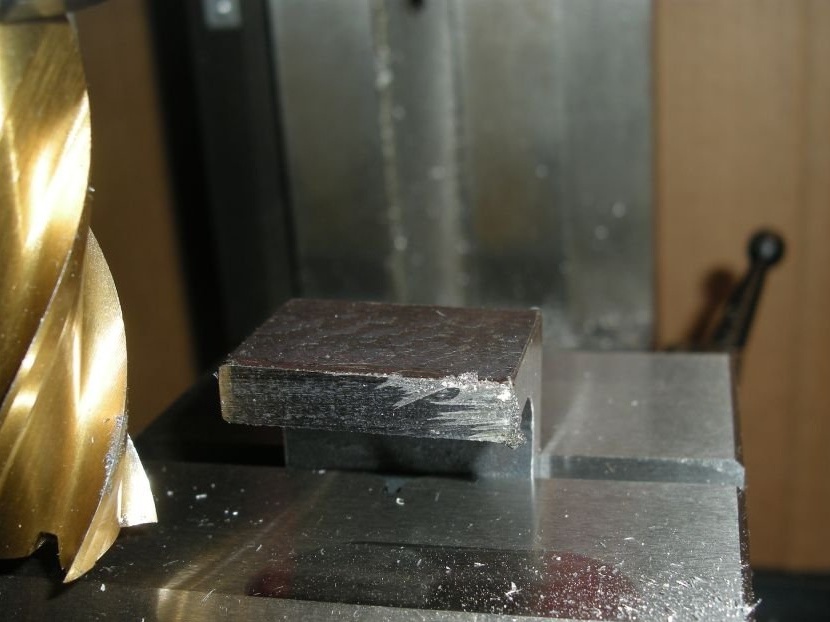
Hakbang 5: Tapos na ang paggiling bahagi ng sulok

Sa larawang ito, ang lahat ng tatlong mga mukha ng bahaging ito ay naayos at nababagay sa nais na laki.
Hakbang 6: Pag-set up at pag-install ng isang bahagi para sa paggawa ng isang uka

Ginawa ito ng may-akda.
Napakaganda kapag ang workpiece ay nasa vise halos sa gitna, dahil nagbibigay ito ng pantay na pag-clamping, at hindi pag-twist, pinipilit ang mailipat na bahagi ng vise.
Nais ng may-akda na ang hiwa sa bahaging ito ay nasa gitna ng salansan, kaya sinukat niya ang aktwal na lapad ng salansan, tinukoy ang gilid at itinakda ang spindle sa gitna ng X axis ng clamp.
Narito kinakailangan upang ayusin ang gabay ng X axis, dahil ang paggalaw ay magaganap sa mga axis ng Y at Z.
Hakbang 7: Paghahanap ng bingaw
Pindutin ang "loob" ng sulok at tandaan upang mabayaran ang radius ng tool.
Hakbang 8: Pagbabarena ng mga Holes


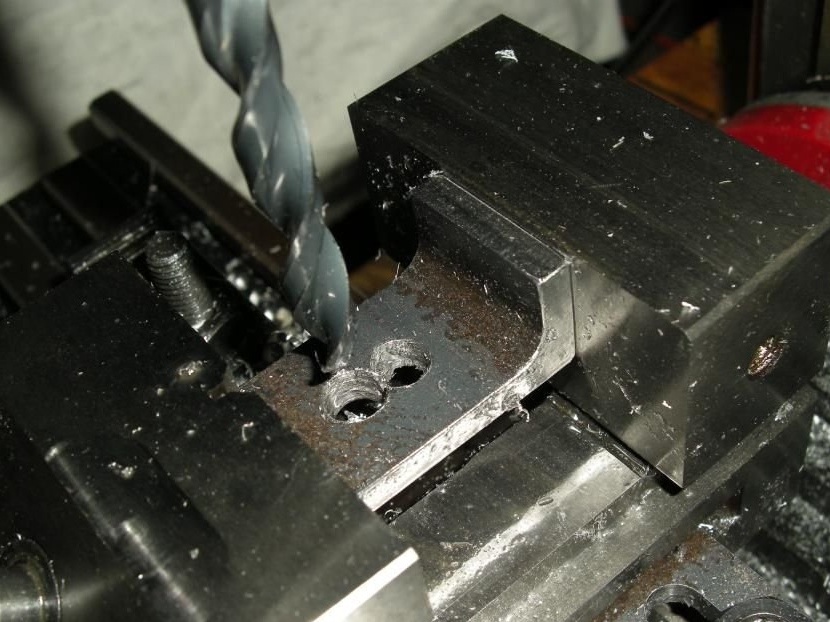
Ang mga drills ay mas madaling patalasin kaysa sa mga galingan ng bato, kaya ang may-akda na drill hole upang piliin ang karamihan sa mga metal para sa hinaharap uka. Nagsimula siya sa isang maliit na drill (mga 6 mm) para sa paunang butas, pagkatapos ay nadagdagan ito sa 9 mm.
Kapag ang may-akda ay tapos na ang pagbabarena, sa gitna ng salansan ay may tatlong butas na may diameter na 9 mm, ang mga panig na kung saan ay hinawakan lamang ang bawat isa.
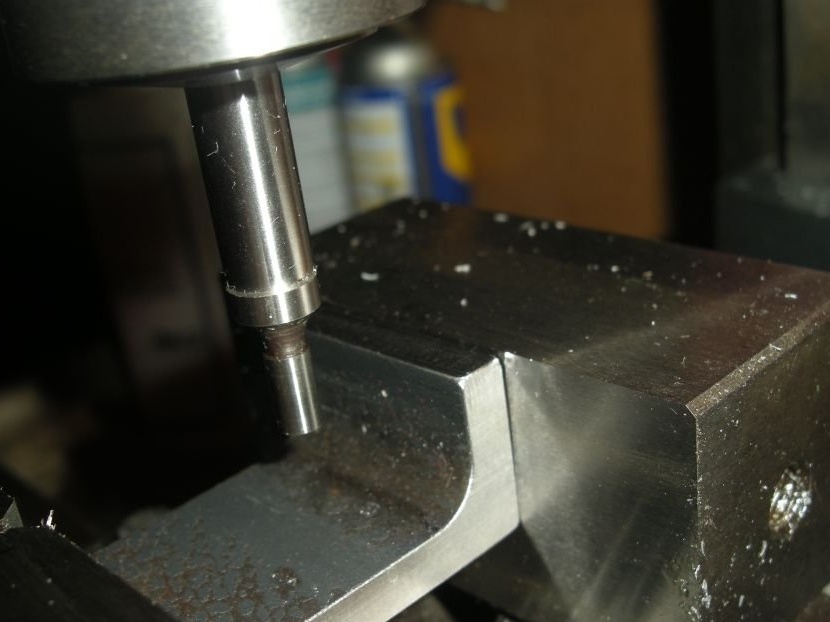
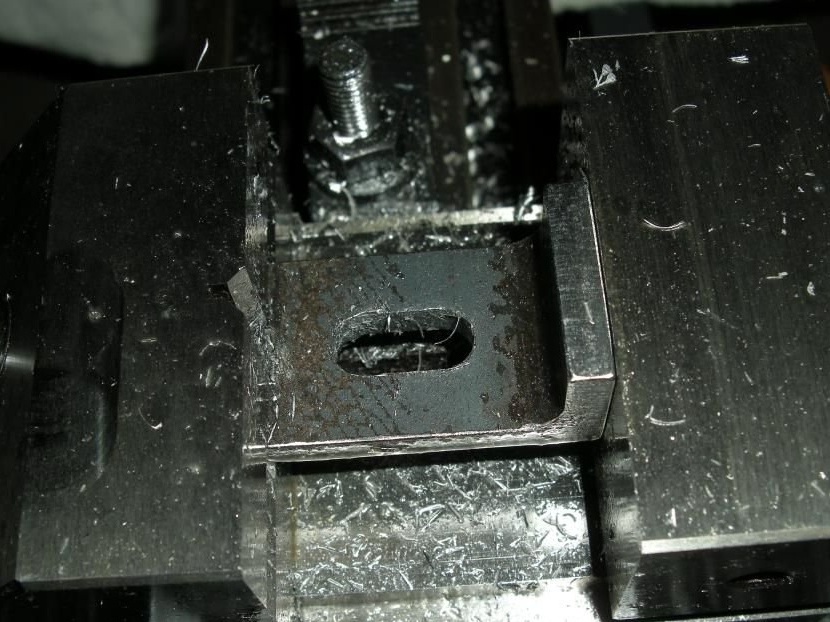
Hakbang 9: Tapos na ang Paggawa ng Groove
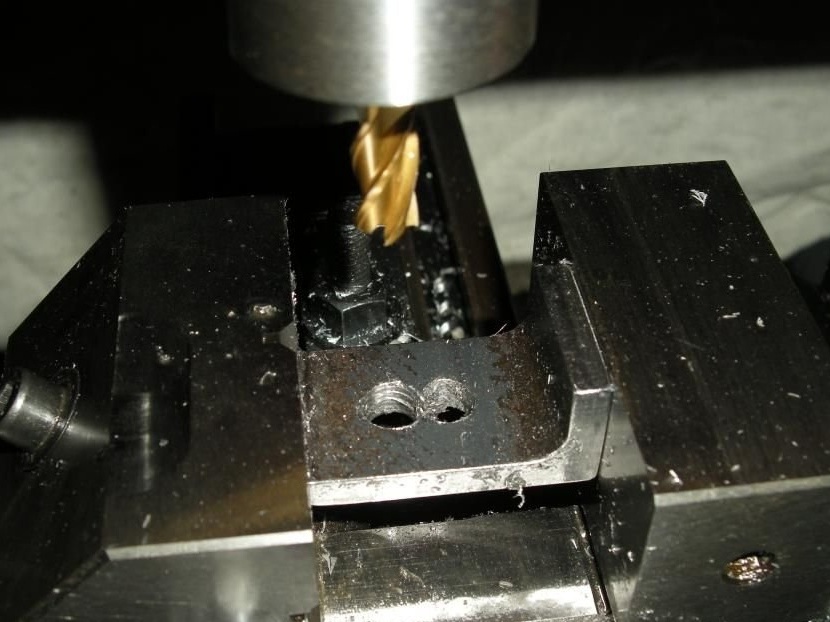
Pagkatapos ay ginamit ng may-akda ang isang pamutol na may diameter na 9 mm. Upang i-on ang isang serye ng mga butas sa isang tunay na uka. Sinimulan ang spindle, ibinaba niya ang pamutol (para sa pagputol sa gitna) sa umiiral na butas sa isang dulo ng uka, pagkatapos ay inilipat ito sa butas sa kabilang dulo. Inilipat niya ang pamutol ng paulit-ulit sa uka, bumaba ng mga 1.250 mm o kaya para sa bawat pass, hanggang sa siya ay nagpunta sa lahat.
Pagkatapos ay pinalawak niya ang puwang ng mga 1,250 mm o higit pa, inilipat ang pamutol sa isang spiral, pinutol ang buong dingding ng puwang na may pagputol ng lalim na halos 0.25 mm.Pinutol niya ang spiral na clockwise upang makagawa ng routine milling.
.
Hakbang 10: Paghahanda sa Stud
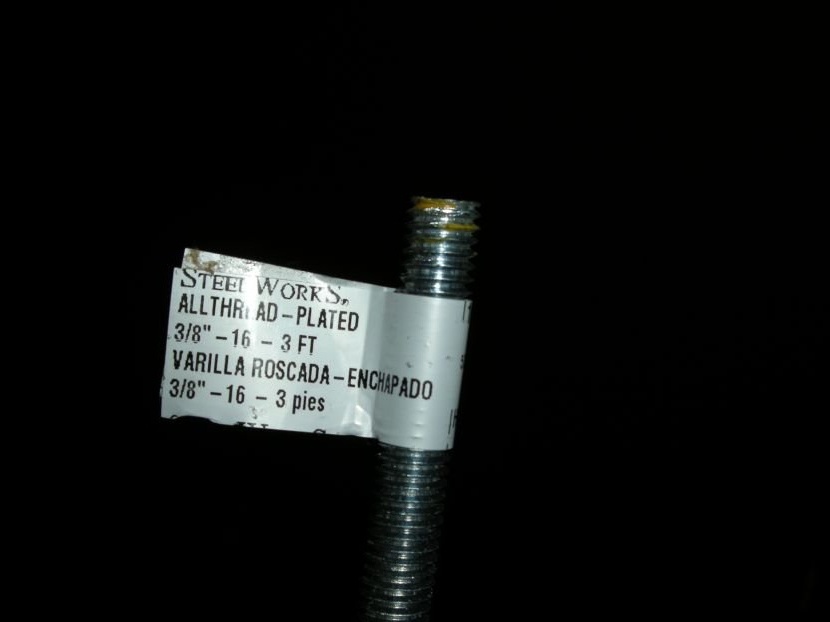


Bumili ang may-akda ng isang stud na may isang thread na 9 mm.
Pinutol niya ang isang piraso ng kinakailangang haba mula sa isang hairpin na may isang hacksaw at nilinis ang mga gilid na may isang file.
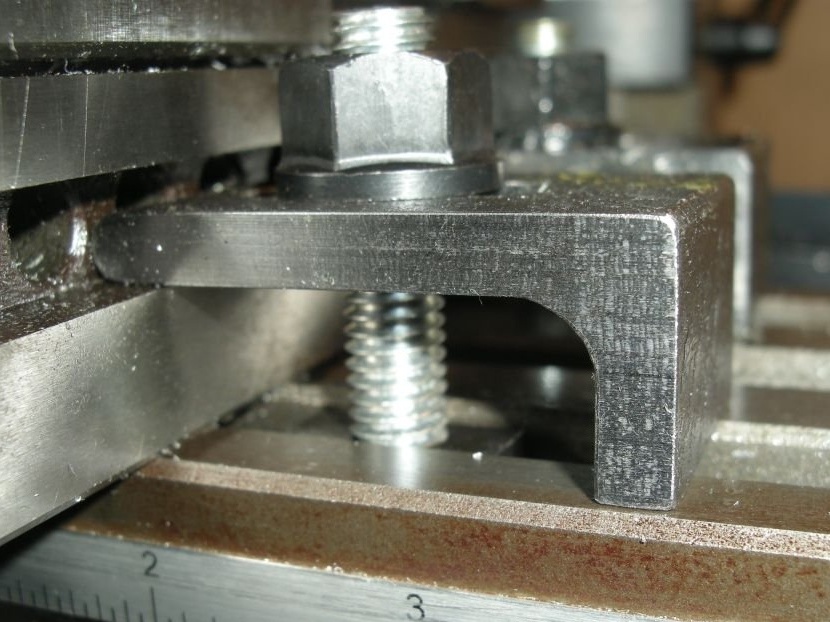
Hakbang 11: handa na ang salansan