
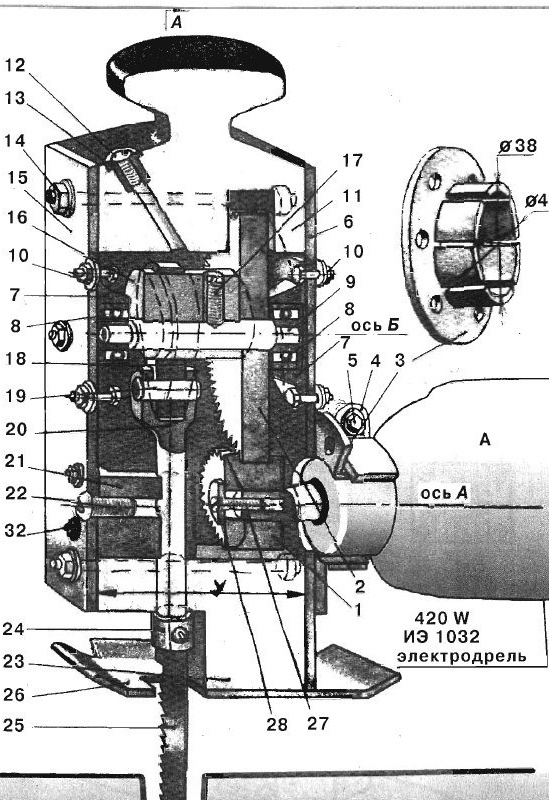
Fig. 1. Nakita ng kamay ng cross cross.
Dinala ito sa pakikipag-ugnay sa hinimok na gear 2, pagkatapos kung saan ang buong converter ay hinila kasama ang isang bolsa 5 sa leeg ng drill na may salansan 4. Pag-ikot mula sa sulud sa pamamagitan ng mga gears 7 at 2 ay ipinadala sa eccentric 16, kung saan ang braso ng swinging ay malayang nakaupo. hikaw 18. Binago din nito ang pag-ikot ng paggalaw ng sira-sira 16 sa paggalaw ng paggalaw ng gumaganang baras 20. Ang hikaw ay konektado sa baras sa pamamagitan ng isang daliri 19. Ang paggalaw ng paggalaw ng baras ay nangyayari kasabay ng gabay na 21. Ang isang saw 25 ay naayos sa ibabang dulo ng baras, na gumagana lamang sa pag-igting. Samakatuwid, ang mga ngipin ng gabas ay nakadirekta pataas.
Bago ka magsimulang gumawa ng converter, maghanap ng isang pares ng spur gears. Malamang, makikita mo ang tamang pares sa mga lumang kasangkapan, gears, gearbox. Ang diameter ng gear ng pinion 1 ay hindi dapat lumampas sa diameter ng leeg ng drill. Ito ay kinakailangan upang ang gear ay malayang pumasa sa butas ng pagdadala ng flange 3. Magiging mas mahusay kung ang lapad ng gear ng pinion ay hindi bababa sa 20 mm, na masisiguro ang maaasahang pakikipag-ugnay sa hinihimok na gear, dahil ang unang landing sa kono ay nauugnay sa malalaking mga pahaba na pag-iwas. Ang taas ng mga ngipin ng mga gears ay dapat na 3-4 mm upang matiyak ang kanilang pinakamahusay na pakikipag-ugnay, isinasaalang-alang ang mga kawastuhan sa pagpupulong, pagbabarena sa ilalim ng mga bolts, maluwag na angkop sa isang drill at pag-clamp ng isang clamp. Upang mabawasan ang bilang ng mga paggalaw ng paggalaw ng baras 20 at dagdagan ang puwersa ng paggupit, ang ratio ng gear ay dapat na katumbas ng tatlo. Ang ratio ng gear ay natutukoy ng ratio ng bilang ng mga ngipin ng hinihimok na gear sa bilang ng mga ngipin ng gear.
Ang isang pagtutugma ng pares ng mga gears ay matukoy ang paunang mga sukat ng buong converter. Kung kinakailangan, ang kanilang mga panloob na butas ay kailangang ipasadya para sa drill cone at baras 9. Kung ang mga diametro ng mga butas ng gear ay mas maliit kaysa sa mga diameters ng kono at baras, kailangan mong isilang ang mga ito sa isang lathe. Kung ang mga diameter ay mas malaki, kinakailangan upang gilingin ang mga manggas ng adaptor (hindi sila ipinahiwatig sa pagguhit). Natapos ang gawain na nauugnay sa pagsasaayos ng mga gears, magpatuloy upang iguhit sa papel na graph ang buong istraktura bilang isang buo. Ang isang karagdagang kinakalkula na halaga ay ang stroke ng lagari. Maaari itong makuha katumbas ng 10-14 mm.Samakatuwid, malalaman mo ang distansya sa pagitan ng mga axes A, B at C, pati na rin ang mga sukat ng eccentric 16. Ang pagkakaroon ng iginuhit na sira-sira sa baras 9, matutukoy mo ang diameter ng butas ng hikaw 18 na nakikipag-swing sa sira-sira, ang mga sukat ng baras 20 at gabay 21. Dapat tandaan na ang mga bahaging ito ay gumagana. na may sliding friction. Samakatuwid, kinakailangan upang pumili ng mga blangko mula sa naturang hindi magkakatulad na mga metal bilang bakal at tanso, bakal at tanso para sa kanilang paggawa. Ayon sa pagguhit, mas mahusay mong makita kung alin ang pipili ng isang pares ng mga bearings ng bola 8. Ang panloob na diameter ng mga bearings ay hindi dapat lumampas sa 10 mm. Ayon sa kanilang panlabas na lapad, ang mga sukat ng mga flanges ay tinutukoy 7. Matapos ang lahat ng mga sukat ay nilinaw, magpatuloy sa paggawa ng mga bahagi ng converter. Karamihan sa kanila ay nakabukas. Mula sa mga beam ng oak, gamit ang eksklusibong mga chisels ng sumali, gupitin ang itaas na 11 at mas mababang 23 bahagi ng kaso. Bigyang-pansin ang kahanay ng mga eroplano sa pagtatapos at pagkakapantay-pantay ng mga sukat X at Y (tingnan ang Larawan 1 at 2).
[/ gitna]
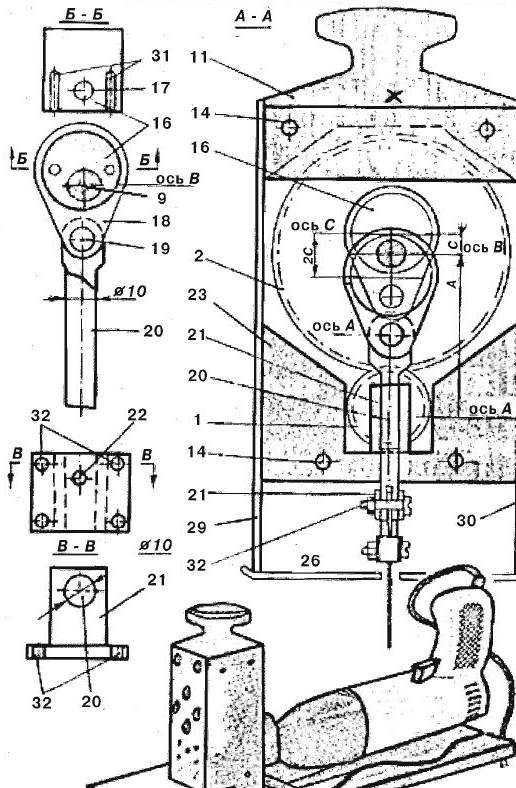
Fig. 2. Nakita ng kamay ng cross cross.
Ang mga sukat na ito ay nagsisiguro ng kawastuhan ng pagpupulong at pagiging maaasahan ng makina. Pintura ang panloob na ibabaw ng mga bar na may epoxy dagta o barnisan na lumalaban sa langis. I-align ang sira-sira 16 na may gear 2 sa karaniwang baras 9 at mag-drill ng dalawang butas para sa pag-aayos ng mga pin 31. Matapos ang pagpindot sa mga ito sa sira-sira na katawan, buksan ang mga pin sa gear. Pagkatapos ay mag-drill ng isang butas at gupitin ang thread para sa pag-aayos ng pin 17. Matapos ang maingat na pagmamarka, mag-drill ng mga butas sa drill machine sa hikaw 18 at baras 20, bigyang pansin ang pagkakatulad ng mga axes ng baras 9 at ang pin 19, ang butas sa hikaw ay bulag at may isang slip na angkop sa pamalo. Nakita ang gabay sa labas ng bakal na billet na may isang hacksaw. Mag-drill hole sa loob nito para sa mounting bolts at rod. Ang butas ng stem ay dapat na makina gamit ang isang tagagawa ng tagagawa. Mula sa sheet duralumin na may kapal na 3-4 mm, gupitin ang mga takip ng kaso, kanan 29 at kaliwa 30, likuran 6 at harap 15, pati na rin ang suporta plate 26 I-tiklop ang harap at likod na sumasakop, salansan ng isang clamp at drill hole para sa mga bolts ng kurbatang 14, pag-aayos bolts ng flanges 10 at butas para sa tornilyo ng nipple 22 ng gabay. Matapos makumpleto ang lahat ng mga operasyon, magpatuloy sa pagpupulong ng makina. Ang mga screw at tagapaghugas ng pinggan na hindi ipinahiwatig sa teksto, ngunit ipinahiwatig sa figure sa pamamagitan ng mga numero 12, 13, 24, 27, 28, 32, ay hinanda, pamantayan.