
Ang isang ordinaryong drill ay madaling matutunan upang magbugso ng damo at kahit na pinutol ang mga bushes. Ang pangunahing nagtatrabaho na katawan ng mower na ito ay ang pagputol ng yunit (Larawan 1).
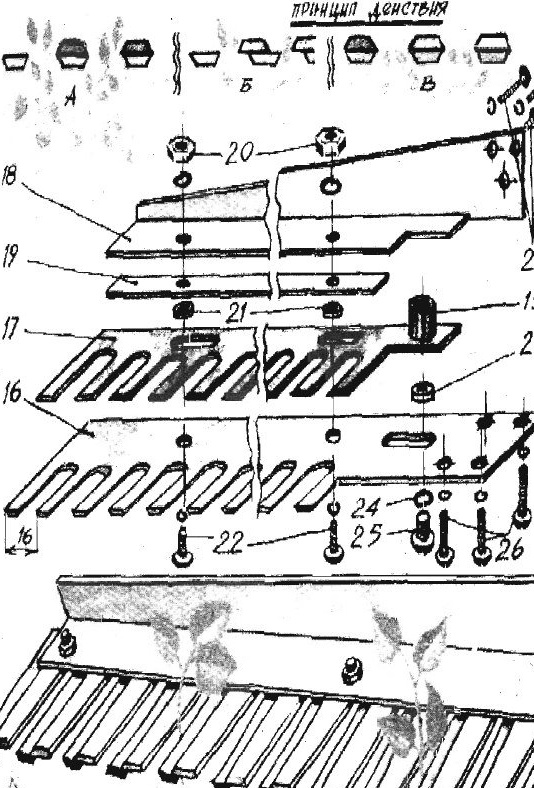
Fig. 1. Lawing mower mula sa isang drill. Prinsipyo ng pagkilos.
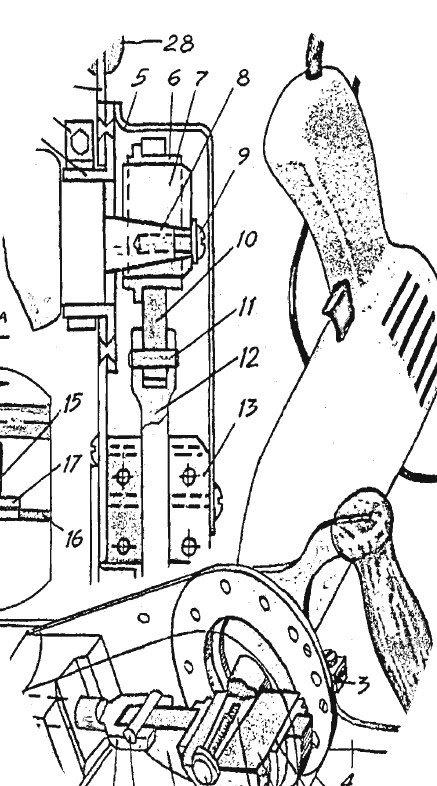
Ang mga ngipin ng matanggal na kutsilyo 17 slide sa mga ngipin ng isang mahigpit na naayos na suklay 16 at, tulad ng gunting, gupitin ang damo at mga bulaklak. Ang mga paggalaw ng mga kutsilyo ay tumutugon, at samakatuwid ang pangunahing gawain sa scheme ng kinematic mga fixtures - i-convert ang pag-ikot ng paggalaw ng suliran ng 8 ng electric drill sa oscillatory. Nalulutas ng converter ang problemang ito (Larawan 2).
Ang mga ngipin ng matanggal na kutsilyo 17 slide sa mga ngipin ng isang mahigpit na naayos na suklay 16 at, tulad ng gunting, gupitin ang damo at mga bulaklak. Ang mga paggalaw ng mga kutsilyo ay tumutugon, at samakatuwid ang pangunahing gawain sa scheme ng kinematic mga fixtures - i-convert ang pag-ikot ng paggalaw ng suliran ng 8 ng electric drill sa oscillatory. Nalulutas ng converter ang problemang ito (Larawan 2).
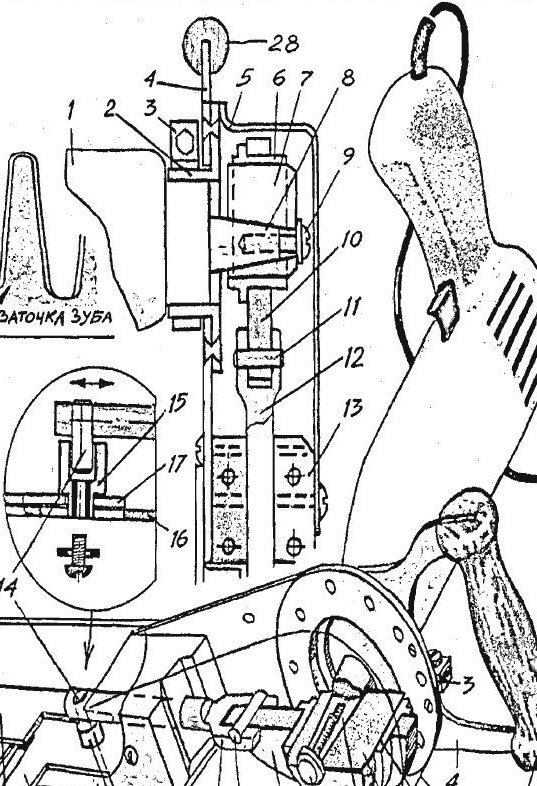
Fig. 2. Lawing mower mula sa isang drill. Converter.
Sa drill spindle / mount cam 7c swing hikaw 10. Siya ang nagbago ng isang uri ng paggalaw sa iba. At sa pamamagitan ng baras 15 inililipat ito sa pagputol kutsilyo. Ang baras at kutsilyo ay naayos ng mga gabay - sa katawan 13 at sa suklay 21. At upang ang kutsilyo ay gumagalaw nang walang pagbaluktot, pinalakas ito ng isang matibay na plato 18, na hinati upang mabawasan ang pagkiskisan ng isang gasket 19 na gawa sa antifriction material. Ang mga pangunahing bahagi ng mower ay ginawa sa pag-on, paggiling at pagbabarena machine. Sa isang lathe, i-on ang bearing flange 2 mula sa isang billet na bakal.Ang panloob na diameter ay dapat na katumbas ng diameter ng leeg ng drill ng kuryente. Dahil ang flange ay nakakuha ng isang clamp 3, gumawa ng anim na pahaba na pagbawas sa shank. Pagkatapos ang pag-urong ay magiging mas kahit na at mas matindi. Mag-drill ng walong butas sa dulo ng flange upang ma-secure ang base plate 4, gupitin mula sa isang 3 mm makapal na sheet ng bakal. Gawin ito tulad ng ipinakita. Pagkatapos ito ay magsisilbi sa iyo hindi lamang para sa pag-mount ng cutting unit at transducer, kundi pati na rin ang hawakan 28. Huwag kalimutang mag-drill ng mga butas sa plato - walong para sa pag-mount ng flange, apat para sa pagkonekta sa gabay sa baras 13 at tatlo para sa paglakip sa takip ng kutsilyo. Ang eccentric 7 ay makina rin mula sa bakal. Sa pamamagitan ng isang sira-sira na 8 mm, na nagsisiguro ng isang kutsilyo stroke na 16 mm, ay nanganak ang isang tapered hole sa ito na naaayon sa dulo ng sulud. Mangyaring tandaan na sa panahon ng pagpupulong ang mga sira-sira na magkasya nang mahigpit sa suliran at hindi hawakan ang leeg ng drill (sa aming disenyo, ang isang puwang ng 4-5 mm ay napili). Grind ang panlabas na ibabaw ng sira-sira, dahil ang mga slide slide sa ito - isang tanso na bushing 6. Pag-ihiit ng 7 (7 ay pinutol mula sa sheet na bakal na 6-8 mm na makapal. Bore ang bore para sa bushing 6 na may isang pamutol sa isang lathe, at nanganak ng 11 sa ilalim nito ng isang drill at pagkatapos ay iproseso ito Ang Rod 12 ay makina mula sa isang bar na tanso na may diameter na 10-11 mm.Ang cylindrical na ibabaw ay lupa upang magbigay ng isang sliding fit sa gabay. Sa isang dulo sa machine ng paggiling, ang isang uka ay gupitin para sa pagkonekta sa hikaw at mga butas ay drilled - ang isa para sa axis 11, ang iba pa para sa pin 14. Ang axis na may diameter na 7 mm at isang pin na may diameter na 6 mm ay makinang mula sa tool na bakal, matigas, lupa. Ang axis ay pinindot sa hikaw, at ang pin ay nakapasok sa stem shank pagkatapos ng pagpupulong kasama ang gabay.
Ang gabay 13 ay isang sinag na may haba na base ng hindi bababa sa 50 mm. Pinakamabuting gawin ito mula sa bakal. Ang pangunahing pansin ay binabayaran sa katotohanan na ang axis ng gumaganang butas para sa baras ay mahigpit na kahanay sa eroplano ng base plate 4. Ang natitirang mga butas ay nag-aayos, na may isang thread para sa mga screws M5 o Mb. Ang paggawa ng isang suklay at kutsilyo ay ang pinaka-oras na gawain, kaya't tumira tayo nang mas detalyado. Dito, ang canvas ng isang lumang dalawang kamay na lagari ay maaaring magsilbing mahusay na materyal para sa iyo. Gumuhit ng isang eksaktong pagguhit ng kutsilyo at magsuklay sa papel na graph (ang kanilang mga sukat ay ipinapakita sa figure, tandaan lamang namin na ang kutsilyo ay may 19, at ang magsuklay ay may 20 ngipin). Idikit ang pagguhit sa karton at gupitin kasama ang tabas. Nakuha mo ang mga pattern.
Ang pagkakaroon ng inilagay ang mga ito sa canvas, ilipat ang mga contour na may isang scriber sa metal. Ngayon na may isang drill - butas sa butas - maaari mong i-cut ang mga magaspang na blangko. Kailangan pa nilang maproseso gamit ang isang file at emery. Kung ang sheet ay mahirap iproseso, bitawan ito: init hanggang sa may pagkawalan ng kulay sa ibabaw at dahan-dahang cool - pinakamahusay ito sa isang baking sheet na may mainit na buhangin. Sa malambot na metal, tapusin ang pagputol ng mga ngipin ng kutsilyo at combs (tulad ng ipinapakita sa Fig. 16, sa isang anggulo ng 45 °); mag-drill ng mga kinakailangang butas para sa mga tagapaghugas ng gabay 21 para sa mga fastener 22, 24, 25, 26 at pagkatapos lamang ay higpitan ang metal; buhangin ibabaw. Upang tipunin ang buong aparato na kailangan mo pa rin: mga bolts at mani 9, 20, 22, 24, 25, 27 - ang mga ito ay pamantayan; tagapaghugas ng gabay 21, 23 - i-turn out ang mga ito sa tanso; mahigpit na pagkakahawak para sa paglalagay ng kutsilyo sa paggalaw 75 - ito ay makina mula sa tool na bakal. Ang hindi maiiwasang mga panginginig ay mangyayari sa mower, samakatuwid lahat ng mga koneksyon sa tornilyo ay lalabanan ng mga tagapaghugas ng tagsibol. Ang huling detalye ng panghuling gawain ay magiging isang hugis na pambalot 5 upang maprotektahan ang mga nagtatrabaho na katawan mula sa alikabok. Mas mahusay na i-cut mula sa sheet duralumin na may kapal na 1 - 1.5 mm. Bago simulan ang trabaho, lubusan lubricate ang lahat ng mga gasgas na bahagi.
Sa drill spindle / mount cam 7c swing hikaw 10. Siya ang nagbago ng isang uri ng paggalaw sa iba. At sa pamamagitan ng baras 15 inililipat ito sa pagputol kutsilyo. Ang baras at kutsilyo ay naayos ng mga gabay - sa katawan 13 at sa suklay 21. At upang ang kutsilyo ay gumagalaw nang walang pagbaluktot, pinalakas ito ng isang matibay na plato 18, na hinati upang mabawasan ang pagkiskisan ng isang gasket 19 na gawa sa antifriction material. Ang mga pangunahing bahagi ng mower ay ginawa sa pag-on, paggiling at pagbabarena machine. Sa isang lathe, i-on ang bearing flange 2 mula sa isang billet na bakal.Ang panloob na diameter ay dapat na katumbas ng diameter ng leeg ng drill ng kuryente. Dahil ang flange ay nakakuha ng isang clamp 3, gumawa ng anim na pahaba na pagbawas sa shank. Pagkatapos ang pag-urong ay magiging mas kahit na at mas matindi. Mag-drill ng walong butas sa dulo ng flange upang ma-secure ang base plate 4, gupitin mula sa isang 3 mm makapal na sheet ng bakal. Gawin ito tulad ng ipinakita. Pagkatapos ito ay magsisilbi sa iyo hindi lamang para sa pag-mount ng cutting unit at transducer, kundi pati na rin ang hawakan 28. Huwag kalimutang mag-drill ng mga butas sa plato - walong para sa pag-mount ng flange, apat para sa pagkonekta sa gabay sa baras 13 at tatlo para sa paglakip sa takip ng kutsilyo. Ang eccentric 7 ay makina rin mula sa bakal. Sa pamamagitan ng isang sira-sira na 8 mm, na nagsisiguro ng isang kutsilyo stroke na 16 mm, ay nanganak ang isang tapered hole sa ito na naaayon sa dulo ng sulud. Mangyaring tandaan na sa panahon ng pagpupulong ang mga sira-sira na magkasya nang mahigpit sa suliran at hindi hawakan ang leeg ng drill (sa aming disenyo, ang isang puwang ng 4-5 mm ay napili). Grind ang panlabas na ibabaw ng sira-sira, dahil ang mga slide slide sa ito - isang tanso na bushing 6. Pag-ihiit ng 7 (7 ay pinutol mula sa sheet na bakal na 6-8 mm na makapal. Bore ang bore para sa bushing 6 na may isang pamutol sa isang lathe, at nanganak ng 11 sa ilalim nito ng isang drill at pagkatapos ay iproseso ito Ang Rod 12 ay makina mula sa isang bar na tanso na may diameter na 10-11 mm.Ang cylindrical na ibabaw ay lupa upang magbigay ng isang sliding fit sa gabay. Sa isang dulo sa machine ng paggiling, ang isang uka ay gupitin para sa pagkonekta sa hikaw at mga butas ay drilled - ang isa para sa axis 11, ang iba pa para sa pin 14. Ang axis na may diameter na 7 mm at isang pin na may diameter na 6 mm ay makinang mula sa tool na bakal, matigas, lupa. Ang axis ay pinindot sa hikaw, at ang pin ay nakapasok sa stem shank pagkatapos ng pagpupulong kasama ang gabay.
Ang gabay 13 ay isang sinag na may haba na base ng hindi bababa sa 50 mm. Pinakamabuting gawin ito mula sa bakal. Ang pangunahing pansin ay binabayaran sa katotohanan na ang axis ng gumaganang butas para sa baras ay mahigpit na kahanay sa eroplano ng base plate 4. Ang natitirang mga butas ay nag-aayos, na may isang thread para sa mga screws M5 o Mb. Ang paggawa ng isang suklay at kutsilyo ay ang pinaka-oras na gawain, kaya't tumira tayo nang mas detalyado. Dito, ang canvas ng isang lumang dalawang kamay na lagari ay maaaring magsilbing mahusay na materyal para sa iyo. Gumuhit ng isang eksaktong pagguhit ng kutsilyo at magsuklay sa papel na graph (ang kanilang mga sukat ay ipinapakita sa figure, tandaan lamang namin na ang kutsilyo ay may 19, at ang magsuklay ay may 20 ngipin). Idikit ang pagguhit sa karton at gupitin kasama ang tabas. Nakuha mo ang mga pattern.
Ang pagkakaroon ng inilagay ang mga ito sa canvas, ilipat ang mga contour na may isang scriber sa metal. Ngayon na may isang drill - butas sa butas - maaari mong i-cut ang mga magaspang na blangko. Kailangan pa nilang maproseso gamit ang isang file at emery. Kung ang sheet ay mahirap iproseso, bitawan ito: init hanggang sa may pagkawalan ng kulay sa ibabaw at dahan-dahang cool - pinakamahusay ito sa isang baking sheet na may mainit na buhangin. Sa malambot na metal, tapusin ang pagputol ng mga ngipin ng kutsilyo at combs (tulad ng ipinapakita sa Fig. 16, sa isang anggulo ng 45 °); mag-drill ng mga kinakailangang butas para sa mga tagapaghugas ng gabay 21 para sa mga fastener 22, 24, 25, 26 at pagkatapos lamang ay higpitan ang metal; buhangin ibabaw. Upang tipunin ang buong aparato na kailangan mo pa rin: mga bolts at mani 9, 20, 22, 24, 25, 27 - ang mga ito ay pamantayan; tagapaghugas ng gabay 21, 23 - i-turn out ang mga ito sa tanso; mahigpit na pagkakahawak para sa paglalagay ng kutsilyo sa paggalaw 75 - ito ay makina mula sa tool na bakal. Ang hindi maiiwasang mga panginginig ay mangyayari sa mower, samakatuwid lahat ng mga koneksyon sa tornilyo ay lalabanan ng mga tagapaghugas ng tagsibol. Ang huling detalye ng panghuling gawain ay magiging isang hugis na pambalot 5 upang maprotektahan ang mga nagtatrabaho na katawan mula sa alikabok. Mas mahusay na i-cut mula sa sheet duralumin na may kapal na 1 - 1.5 mm. Bago simulan ang trabaho, lubusan lubricate ang lahat ng mga gasgas na bahagi.